ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-014-06 |
||||||||||||||||
|
Наименование проекта Компьютерное моделирование процессов затвердевания и охлаждения отливок в литейной форме |
||||||||||||||||
|
Назначение Автоматизация технологической подготовки литейного производства |
||||||||||||||||
|
Рекомендуемая область применения Машиностроение, литейное производство |
||||||||||||||||
|
Описание
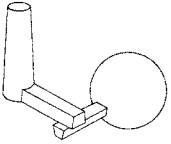
Результат выполнения технологической разработки. Компьютерное моделирование литейных технологий за последние годы получило настолько мощное развитие, что сегодня уже можно говорить о реальной экономии времени и материальных ресурсов при проектировании оснастки и геометрии отливки с использованием виртуальных литейных имитаторов. Современные программы компьютерного моделировании, основанные на физических теориях тепловых, диффузионных, гидродинамических и деформационных явлений, способны адекватно имитировать многие процессы; происходящие при заполнении расплавом формы, кристаллизации многокомпонентного сплава и дальнейшем охлаждении отливки. Они различаются функциональными возможностями и типом генерируемой сетки (т.е. способом разбиения геометрической модели на элементарные объемы для дискретного решения дифференциальных уравнений теплопроводности и иных задач), вследствие чего программы имеют различную стоимость. К возможностям программ относятся: гидродинамический расчет заполнения расплавом формы, анализ температурных полей при кристаллизации и усадочных дефектов, расчет напряжений и остаточной деформации в отливке, моделирование структуры (размер зерен, распределение феррита и перлита, размер графитных включений и т.п.), оптимизация литниковой системы, исходя из геометрии отливки. Первым этапом анализа, литейных процессов является построение геометрической модели отливки и формы. Большинство систем моделирования литейных процессов не имеют собственных средств построения 3d-геометрических моделей, поэтому необходимо использовать специализированные САd-системы. Из недорогих систем среднего уровня стоит особенно отметить solidworks, которая проста в освоении, предоставляет мощные средства 3d-моделирования и имеет множество приложений. Сегодня в рамках этой программы разработано свыше 250 приложений, обеспечивающих сквозную автоматизацию всего цикла конструкторско-технологической подготовки производства. Также следует отметить ряд программ из того же класса: Компас, solid hdge, ironcad, cad-key, mechanical desktop, vellum solid, powershspe, bravo. Цель данных программ - обеспечить пользователям решение комплекса задач, связанных с проектированием, изготовлением и инженерным анализом изделий по принципу "лучший в классе". Описание геометрии в доступной форме до дискретизации является исходной геометрической моделью (ИГМ). Расчетной геометрической моделью (РГМ) является описание дискретных элементов и связей между ними. Следующим этапом является импорт созданной модели в САЕ-систему и представление в виде, необходимом для расчетов. При моделировании литейных процессов наибольшее распространение получили метод конечных разностей (МКР) и метод конечных элементов (МКЭ). Для моделирования шаров диаметром 100 мм была выбрана программа solidcast (предыдущая версия программы носила название Аfsolid). Она является мировым лидером по количеству инсталляций (более 400). Программа уверенно моделирует заполнение расплавленным металлом полости литейной формы. Цветная анимация позволяет визуально контролировать изменение температурных полей в текущем расплаве, выявлять расположение горячих зон и усадочных дефектов. Программа позволяет контролировать изменение температуры, плотности и ряда других расчетных параметров в любом сечении отливки и формы при охлаждении и кристаллизации. Хороший прогноз удается получить при анализе тепловых узлов, усадочных раковин и пор в отливках. Помимо базового модуля разработчики предлагают еще 2 дополнительные программы: Орticast - модуль оптимизации литниково-питающей системы, заданной в параметрическом виде (критерием оптимизации может служить плотность металла или любой другой расчетный параметр, отражающий качество отливки), и fluid - модуль точного гидродинамического анализа. В геометрические модели импортируются файлы из любой внешней САd-системы в формате stl; построение примитивов, контуров и образование объемных объектов из контуров вытягиванием или вращением возможно средствами solidcast. Генерация конечноразностной сетки производится программой автоматически в течение нескольких секунд или минут, в зависимости от мощности компьютера. Количество расчетных узлов лимитируется объемом оперативной памяти. Исследовали влияние химического состава (С, si, Р, Сг, В, v, Мn, Сu) на усадку чугуна. Заливку шаров диаметром 100 мм производили в сухие песчаные формы, шары затем разрезали по направлению кристаллизации на 2 половинки. Половинки шара шлифовали по плоскости разреза и производили их травление 4%-м раствором азотной кислоты в спирте для выявления зон усадки. Объем концентрированной (wк) усадочной раковины определяли методом вписанных фигур в выявленные на поверхности соответствующие области усадки. Было принято, что усадочные раковины моделированных отливок имеют формы различных конусов. Для определения объёмов усадочной раковины с помощью моделирования была применена программа solidcast, а построение геометрической модели отливки и формы производилось с помощью программы solidworks, т.к. она проста в освоении, предоставляет мощные средства 3d-моделирования и имеет множество приложений. На рис. 1 представлена геометрическая модель отливки. Необходимые данные для моделирования взяты из справочной литературы и представлены в ниже приведенной таблице.
Рис. 1 Исходные данные для моделирования
С помощью программы microsoft office 2000 определили коэффициент корреляции между экспериментально определенными размерами усадочных концентрированных раковин и рассчитанных с помощью моделирования. Этот коэффициент равен 0,94. Таким образом, из результатов экспериментов следует, что с помощью компьютерного моделирования с учетом установленных коэффициентов корреляции и, применяя различные программы, можно полностью автоматизировать все процессы технологической подготовки литейного производства, снизить трудозатраты, материалоемкость и в целом себестоимость производимого литья. |
||||||||||||||||
|
Преимущества перед известными аналогами Определение возможностей современных программ применить их для компьютерного моделирования, дана технология компьютерного моделирования литейных процессов, разработаны рекомендации по использованию программ |
||||||||||||||||
|
Стадия освоения Способ (метод) проверен в лабораторных условиях |
||||||||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||||||||||||
|
Технико-экономический эффект Снижение себестоимости выпускаемой продукции в 3-5 раз |
||||||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||||||||
|
Дата поступления материала 28.04.2006 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии