ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 30-014-05 |
||||||||||||||||
|
Наименование проекта Металлическая опорная часть, композиционная керамическая форма (варианты), способ изготовления формы (варианты) и устройство для его осуществления (варианты) |
||||||||||||||||
|
Назначение Для изготовления высококачественных композиционных керамических форм. |
||||||||||||||||
|
Рекомендуемая область применения Высокоточное литье. |
||||||||||||||||
|
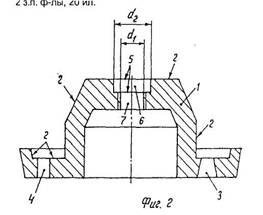
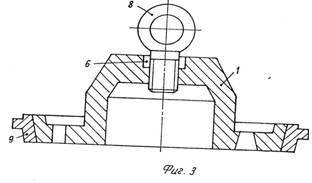
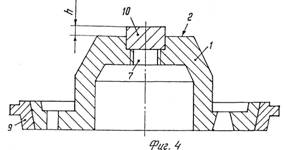
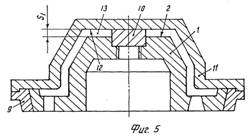
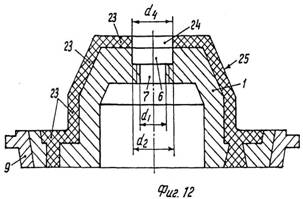
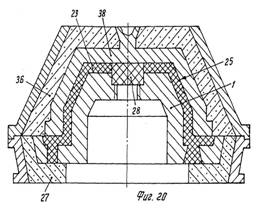
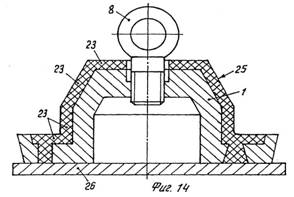
Описание Результат выполнения конструкторской (технологической) разработки. Полное название патента: «Металлическая опорная часть композиционной керамической формы, композиционная керамическая форма (варианты), способ изготовления композиционной керамической формы (варианты) и устройство для его осуществления (варианты)» Патент содержит группу из восьми изобретений, образующих единый изобретательский замысел (металлическую опорную часть, 2 варианта композиционной керамической формы, 2 варианта способа изготовления композиционной керамической формы и 3 варианта устройства для осуществления способа изготовления указанной формы), описание изобретений, формулу изобретений и 20 фигур чертежей (всего на 25 стр.). Описание патента дается сокращенно в виде использования только одного варианта группы изобретений. Пояснение: под термином «композиционная керамическая форма» подразу мевается любая комбинация системы металлическая опорная часть с облицовочными слоями керамики на облицуемых поверхностях», а именно: как в виде отдельной, самостоятельной литейной формы - ёмкости, в которую можно заливать металл, так и в виде стержней, которые могут использоваться в любых литейных формах, например, в кокилях, в песчаных формах. Ш Металлическая опорная часть композиционной керамической формы имеет стенки с внутренними слоями и формообразующими облицуемыми поверхностями, с заливочным отверстием и выпорами, причем в стенках выполнены коаксиально расположенные сквозные ступенчатые отверстия, состоящие из технологических отверстий, граничащих со смежными формообразующими облицуемыми поверхностями, и резьбовых грузокрепежных отверстий, граничащих со смежными внутренними слоями стенок, при этом диаметры технологических отверстий больше диаметров резьбовых грузокрепежных отверстий. Ш Композиционная керамическая форма содержит металлическую опорную часть с облицовочными слоями керамики на формообразующих облицуемых поверхностях, причем в облицовочных слоях керамики и в стенках металлической опорной части выполнены коаксиально расположенные сквозные ступенчатые отверстия, состоящие из технологических отверстий, и резьбовых грузокрепежных отверстий, причем диаметры сквозных отверстий в облицовочных слоях керамики равны или больше диаметров смежных технологических отверстий в металлической опорной части, диаметры технологических отверстий в металлической опорной части больше диаметров резьбовых грузокрепежных отверстий, при этом сквозные технологические отверстия в облицовочных слоях керамики и в металлической опорной части сообща заделаны керамикой заподлицо со смежными облицовочными слоями керамики. Ш Способ изготовления композиционной керамической формы включает нанесение на формообразующие облицуемые поверхности металлической опорной части облицовочных слоев керамики, выполнение в облицовочных слоях керамики и в стенках металлической опорной части коаксиально расположенных сквозных ступенчатых отверстий, состоящих из технологических отверстий, граничащих со смежными формообразующими облицуемыми поверхностями стенок металлической опорной части, и резьбовых грузокрепежных отверстий, граничащих со смежными внутренними слоями стенок металлической опорной части так, что диаметры технологических отверстий в облицовочных слоях керамики равны или больше диаметров технологических отверстий в стенках металлической опорной части, диаметры технологических отверстий в стенках металлической опорной части больше диаметров резьбовых грузокрепежных отверстий, удаление летучих веществ и прокалку керамики совместно с металлической опорной частью, а после установки композиционной керамической формы в литейную форму производят заделку указанных технологических отверстий керамикой таким образом, чтобы формообразующие поверхности заделанных частей керамики были заподлицо с формообразующими поверхностями смежных облицовочных слоев керамики, и технологическую доводку заделанных мест керамики путем прокалки нагревательными средствами, например, газовыми горелками. Ш Устройство для изготовления композиционной керамической формы содержит металлическую опорную часть со стенками, имеющими внутренние слои и формообразующие облицуемые поверхности, заливочное отверстие, выпоры и постоянную модель с формообразующими поверхностями, установленную относительно формообразующих облицуемых поверхностей стенок металлической опорной части с технологическими зазорами для формирования облицовочных слоев керамики, сообщенными с заливочным отверстием и выпорами, причем в стенках металлической опорной части выполнены коаксиально расположенные сквозные ступенчатые отверстия, состоящие из технологических отверстий, граничащих со смежными формообразующими облицуемыми поверхностями, и резьбовых грузокрепежных отверстий, граничащих со смежными внутренними слоями стенок, при этом диаметры технологических отверстий больше диаметров резьбовых грузокрепежных отверстий, а в технологических отверстиях установлены вставки, выступающие над смежными облицуемыми поверхностями на величину смежных технологических зазоров для формирования облицовочных слоев керамики. Для реализации описываемых изобретений производят изготовлен ие всех необходимых конструкционных элементов [металлической опорной части, постоянной модели и т.д.], технологическую подготовку компонентовкерамики и осуществляют полный цикл технологических операций. Пояснение: все конструкции на чертежах представлены вформе тел вращения. В прототипной металлической опорной части 1 с формообразующими облицуемыми поверхностями 2, заливочным отверстием 3 и выпором 4 дополните льно выполняют в стенках коаксиальнорасположенные сквозные ступенчатые отверстия 5, состоящие из технологическихотверстий 6, граничащих со смежными формообразующими облицуемыми поверхностями 2, и резьбовых грузокрепежных отверстий 7, граничащих с внутренними слоямистенок металлической опорной части, (на фиг. 2 представлен вариант конструктивного исполнения с одним сквозным ступенчатым отверстием 5 в центре верхней горизонта льной стенки металлической опорной части). Диаметрыd2технологических отверстий 6 должны быть большедиаметровd1резьбовых грузокрепежных отверстий 7. При этом условииобеспечивается удобство закрепления крепежноманипуляторных, крепежногрузозахватных приспособлений в отверстиях 7 и предотвращаются повреждения облицовочных слоев керамики, благодаря тому, что между крепежноманипуляторными, крепежногрузозахватными приспособлениями типа рым-болтов и смежными облицовочными слоями керамикиобразуются необходимые технолого-эксплуатационные зазоры, исключающие возможность контакта между ними в процессе выполнения всевозможных технологических операций. Грузокрепежные отверстия7 в металлических опорных частях 1 могут иметь различные конструкционные исполнения, но наиболее предпочтительнымявляется вариант резьбовыхгрузокрепежных отверстий в силу того, чторезьбовые соединения являются самыми простыми, надежными, доступными средствами быстроразъемных соединений и по этой причине в описываемых изобретениях грузокрепежные отверстия 7 выполнены резьбовыми, а в качестве крепежноманипуляторных, крепежногрузозахватных приспособлений использованы рым-болты 8. Для обеспечения благоприятных условий манипулирования при осуществлении технологических операций по полному циклу изготовления композиционной керамической формы, рым-болты 8 должны быть приспособлены должным образом не только для грузоподъемных средств, но и для рук, например, рым-болты должны иметь удлиненные нерезьбовые части стержней и соответствующие размеры колец для удобства захвата руками. Для осуществления способа изготовления композиционной керамической формы производят сборку предназначенного для этого устройства, для чего закрепляют рым-болт 8 вгрузокрепежном отверстии 7, устанавливают металлическую опорную часть 1 в знаковую часть 9 постоянной модели (фиг. 3), удаляют рым-болт 8,устанавливают в технологическое отверстие 6 вставку 10 (фиг. 4) и закрепляют корпус постоянной модели 11 (фиг. 5), в результате чего между формообразующими облицуемыми поверхностями 2 металлической опорной части 1 и формообразующими поверхностями 12 корпуса постоянной модели 11 образуются технологические зазоры 13 величинойs1для формирования облицовочных слоев керамики. Вставки 10 должны быть такими, чтобы величинаhих выступов над смежными облицуемыми поверхностями 2 была равна величинеs1смежных технологических зазоров 13 для формирования смежныхоблицовочных слоев керамики, так как при этом условии обеспечивается надёжное прилегание друг к другу торцовых поверхностей выступоввставок 10 и смежных формообразующих поверхностей 12 корпуса постоянной модели 11 (фиг. 4, 5), благодаря чему предотвращается возможность проникновенияжидкоподвижной керамической суспензии между ними и этим самым обеспечивается, гарантируется получение высококачественных сквозных технологических отверстий в облицовочных слоях керамики. Вставки 10 со стороны поверхностей, контактирующих с облицовочными слоями керамики, могут иметь технологические формовочныеуклоны, обеспечивающие лёгкость извлечения их из технологическихотверстий после нанесения облицовочных слоев керамики на облицуемые поверхности металлических опорных частей. Заливку жидкоподвижнойкерамическойсуспензии 21 в устройство для изготовления композиционнойкерамическойформы осуществляют через заливочное отверстие 3, при этом происходит заполнение технологических зазоров 13 для формирования облицовочных слоев керамики, выпоров 4, причём в момент вытекания избытка 22 суспензии 21 из выпоров 4 заливку прекращают (фиг. 9). Для образования облицовочных слоёв керамики 23 использовался следующий состав жидкоподвижной керамической суспензии 21: Ш Гидролизованный раствор этилсиликата (ГРЭ)…….1 л; Ш Огнеупорный наполнитель (песок 30% + молотый кварц 70%)…2,5 ё 3кг; Ш Гелеобразователь (10%-ный водный раствор аммиака)…….30-40 мл на 1л ГРЭ. В течение времени, когда керамика 23 находится в эластичном(гелеобразном) состоянии, производят разборку устройства путем удаления постоянной модели 11 и вставки 10, при этом на месте удаленной вставки 10 в облицовочномслое керамики 23 образуется сквозное технологическое отверстие 24 диаметромd4примерно равным диаметру вставки 10 (фиг. 12). Перед сборкой устройства для изготовления композиционной керамической формы формообразующие поверхности 12 постоянной модели11 и поверхности вставок 10, контактирующие с керамическойсуспензией 21, покрывают тонким слоем разделительных смазок, благодаря чему предотвращается сцепление керамики с этимиповерхностями оснастки, повышается качество облицовочных слоев керамики, улучшаются условия эксплуатации оснастки, причём в качестверазделительных смазок необходимо применять наиболее эффективные, например, растворы воска в скипидаре, стеарина в керосине. Поскольку диаметр вставки 10 примерно равен диаметруd2техно логического отверстия 6 в металлической опорной части 1 и поскольку диаметрd2больше диаметраd1резьбовогогрузокрепежногоотверстия 7, то диаметрd4сквозного технологического отверстия 24 в облицовочном слое керамики 23 также больше диаметраd1, благодаря чему предотвращается возможность механических поврежденийоблицовочных слоев керамики 23, смежных с технологическим отверстием 24 крепежно-манипуляторными рым-болтами 8 (фиг.12,14). Затем вгрузокрепежном отверстии 7 закрепляюткрепежноманипуляторный рым-болт 8, извлекают из знаковой части 9 композиционнуюкерамическую форму 25, устанавливают на подставку 26 (или специальную плиту) для осуществления дальнейших технологических операций,например, выжигания горючих компонентов керамики 23, прокалки композиционной керамической формы 25 (фиг. 14). Композиционная керамическая форма 25 может быть использована в комбинации с другими формами, например, с песчаными формамидля изготовления литейных металлических форм (кокилей), при этом облицовочные слои керамики формируют поверхности ответственного назначения, а песчаные формы - поверхности отливок общего назначения (в качестве примера на фиг. 20 представлен вариант использования композиционной керамической формы 25 в комбинации с песчаными полуформами 27, 36, образующими совместно литейную форму для получения отливки 38 типа корпуса кокиля для колес шахтных вагонеток, при этом технологическое отверстие в композиционной керамической форме 25 заделано керамическим стержнем 28 после установки указанной формы 25 в нижнюю песчаную полуформу 27). Процесс осуществления изобретений показаны с использованием только одного сквозного ступенчатого отверстия, состоящего из технологического и резьбового грузокрепежного отверстий, и одного рым-болта, однако количество последних устанавливается в зависимости от конкретных условий, с учётом, например, конструкционно-технологических особенностей, размеров и массы металлических опорных частей и композиционных керамических форм, так что их количество может быть и 2, и 3, и более. Необходимо иметь в виду, что рым-болты 8 можно закреплять в сквозных резьбовых грузокрепежных отверстиях 7 не только со стороны облицовочных слоёв керамики 23, но и с прямо противоположной стороны (со стороны внутренних слоёв стенок металлической опорной части 1), причём рым-болты 8 с удлиненными нерезьбовыми частями стержней являются ещё и своеобразными рычагами, с помощью которых не только выполняются такие сложные и ответственные манипуляторные операции, как наклоны и повороты на 180 0 и более, когда устройства находятся в подвешенном состоянии, но и этим самым для этих целей исключается необходимость силового взаимодействия с формообразующими поверхностями облицовочных слоёв керамики 23 и благодаря этому описываемые изобретения дают возможность изготовлять в высшей степени высококачественные композиционные керамические формы без каких-либо повреждений облицовочных слоёв керамики не только в местах, смежных с технологическими отверстиями 24, но и во всех без исключения остальных местах. При осуществлении всевозможных технологических операций в процессе изготовления и эксплуатации композиционных керамических форм описываемые изобретения позволяют использовать для манипулирования такие простые, надёжные и доступные грузокрепежные, грузозахватные и грузоподъёмные приспособления и средства, как-то: рым-болты, тельферы, тали с ручным, электрическим и пневматическим приводом; кран-балки, мостовые краны; канаты, цепи с крюками, скобами, кольцами на концах, которые имеются во всех литейных цехах, участках на заводах, благодаря чему исключается необходимость проектирования и изготовления специальных довольно сложных грузокрепёжных, грузозахватных манипуляторных приспособлений с различными механическими или электромагнитными захватами-зажимами, к тому же не гарантирующих неповреждение облицовочных слоёв керамики. Описываемые изобретения дают возможность в десятки раз сократить производственные затраты на создание средств манипулирования для осуществления всевозможных технологических операций в процессе изготовления и эксплуатации композиционных керамических форм. Изобретения прошли экспериментальную и производственную апробацию в процессе изготовления и эксплуатации чугунных комплектов кокилей (корпусов и крышек массою 120 кг и 90 кг соответственно) для отливки в них унифицированных стальных колес шахтных вагонеток, в результате чего стало возможным изготовлять годные высококачественные литые кокили без применения доводки (обработки) на металлорежущих станках по причине того, что такие кокили по чистоте и точности превосходят требования стандартов (ГОСТов) и обеспечивают повышение долговечности более, чем в 2,5 раза.
|
||||||||||||||||
|
Преимущества перед известными аналогами Упрощается процесс манипулирования при осуществлении технологических операций, возможность применения для изготовления неограниченной номенклатуры композиционных керамических форм. |
||||||||||||||||
|
Стадия освоения Изобретения прошли экспериментальную и производственную апробацию |
||||||||||||||||
|
Результаты испытаний Технология обеспечивает получение годных литых деталей типа чугунных кокилей для колес шахтных вагонеток без доводки на металлорежущих станках. |
||||||||||||||||
|
Технико-экономический эффект В десятки раз сокращаются производственные затраты на создание средств манипулирования, повышается долговечность кокилей более 2,5 раза. |
||||||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||||||||
|
Дата поступления материала 06.09.2005 |
||||||||||||||||

Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии