ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 02-037-05 |
|
Наименование проекта Способ изготовления электротехнических изделий |
|
Назначение Для изготовления двигателей и др. электротехнической продукции. |
|
Рекомендуемая область применения Электротехника, технология пропитки и сушки электротехнических изделий. |
|
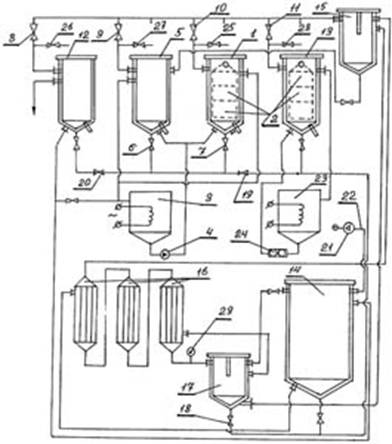
Описание Результат выполнения технологической разработки. Изобретение относится к области электротехники, в частности к способам изготовления электротехнических изделий - обмоток статоров, роторов электродвигателей, трансформаторов, магнитопроводов и т.п. основанным на вакуумной пропитке их различными составами и сушке в вакууме. На чертеже схематично представлено промышленное технологическое оборудование, с помощью которого осуществляется предлагаемый способ. На схеме изображен аппарат 1 для пропитки изделий, которые помещают в контейнер 2, в котором изделия нагревают с помощью нагревателя 3 и насоса 4, подающего в оболочку аппарата 1 горячую воду. В аппарате для лака 5 проводят дегазацию лака. Клапан 6 служит для прохождения лака при пропитке изделий, а клапан 7 для удаления излишков лака после пропитки из аппарата 1. Быстродействующие клапаны 8, 9, 10, 11 обеспечивают соединение аппаратов с растворителем 12, лаком 5, пропитки 1, сушки 13 с ресивером 14, через каплеуловитель 15 и теплообменники 16. Аппарат 17 служит для рекуперации растворителя лака, перекачки через клапаны 18, 19, 20 в сборник аппарата для растворителя 12. Вакуумный насос 21 при помощи вакуум-провода 22 соединен с ресивером 14. Способ изготовления электротехнических изделий осуществляется следующим образом. Исходное состояние оборудования: включен вакуумный насос 21, быстродействующие клапаны находятся в положении "закрыто", в ресивере 14 вакуум 1-10 мм рт. ст., охлаждающая вода подается на каплеуловитель 15, теплообменники 16, аппарат для рекуперации растворителя лака 17, ресивер 14 и аппарат с растворителем 12. Горячая вода из нагревателя 3 насосом 4 с температурой 95-98 С поступает в рубашку аппарата 5 и аппарата пропитки 1. Высокотемпературная жидкость из нагревателя 23 с температурой 220-250 С шестеренчатым насосом 24 подается в аппарат сушки 13. В аппарат для лака 5 на 2/3 объема заливается лак, аппарат изолирован от атмосферного давления, открывается быстродействующий клапан 9 на 1-5 сек и закрывается. В течение 10 минут лак продолжают нагревать под остаточным вакуумом. Через десять минут снова открывают на 1-5 сек клапан 9 и закрывают, выдерживая 1-10 минут под остаточным вакуумом и продолжают нагрев до заданной температуры без соединения внутреннего объема аппарата 5 с атмосферой. Электротехнические изделия, предназначенные для пропитки, загружают в контейнер 2 и устанавливают в аппарат пропитки 1, где нагревают изделия до температуры на 5-15 С выше температуры пропиточного лака. При разнице температур нагрева лака и изделия меньше 5 c не обеспечивается образование паровой фазы на границе раздела лак - изделие. Если температура будет выше 15 С, то это может привести к более интенсивному парообразованию и повышению давления выше атмосферного. Во время нагрева, без соединения внутреннего объема аппарата 1 с атмосферой, проводят циклы импульсного набора вакуума, открывая на 10-60 сек клапан 10 и выдерживая под остаточным вакуумом 1-10 минут, при этом от цикла к циклу увеличивают глубину вакуума до предельного значения 1-10 мм рт. ст. Операциями импульсного вакуумирования лака в аппарате 5 без соединения его объема с атмосферой осуществляется его дегазация и сушка, а десорбция газов с поверхности электротехнических изделий осуществляется в аппарате пропитки 1. После подготовки лака и поверхности изделий начинают их пропитку путем открытия клапанов 6, 7. Лак под действием разности давлений перетекает из аппарата 5 в аппарат 1. Клапана 6, 7 закрывают. Для соединения с атмосферой аппарата 1 (сброса вакуума) на 1-5 сек открывают клапан 25. Для обеспечения парообразования растворителя на границе раздела фаз проводят импульсное вакуумирование, открывая клапан 10 на 1-5 сек и выдерживая под остаточным вакуумом в течение 1-10 минут. Данную операцию импульсного набора и выдержки под вакуумом без соединения с атмосферой повторяют 3-4 раза в зависимости от свойств применяемого пропиточного лака и конструкции электротехнических изделий. После завершения пропитки аппарат пропитки 1 соединяют с атмосферой, открывая на 1-5 сек клапан 25 и, предварительно, создав вакуум 1-10 мм рт. ст. в аппарате 5. Лак перекачивают в аппарат 5. Для обеспечения эффективной пропитки электротехнических изделий время полного срабатывания (открывания) клапанов 25, 10 должно составлять 0,07-0,5 сек. Именно эти временные характеристики срабатывания клапанов 8, 9, 10, 11, 25, 26, 27, 28 обеспечивают резкое расширение газов в жидкости (растворенных, аклюдированных) и их обратную седиментацию при импульсном вакуумировании. При соединении с атмосферой данная временная характеристика обеспечивает пневмоудар по поверхности лака во время пропитки и обеспечивает более полную пропитку узких щелей межвиткового пространства обмоток изделий. Обеспечение указанных временных характеристик определяется на основании расчета диаметра соединительных трубопроводов между аппаратами, их объемами по указанной выше формуле. После отекания излишков лака контейнер с пропитанными изделиями переносят в предварительно прогретый до температуры полимеризации лака аппарат сушки 13, где проводят импульсное вакуумирование для удаления растворителя и полимеризации лака. После загрузки контейнера с изделиями в аппарат сушки 13 имеющие температуру, равную температуре пропитки, изделия сразу подвергают импульсному вакуумированию, открывая клапан 11 на 1-10 минут, затем клапан 11 закрывают и выдерживают под остаточным вакуумом 5-10 минут. Затем снова, в той же последовательности, повторяют вакуумирование. Количество циклов вакуумирования, выдержка под вакуумом, выдержка под остаточным вакуумом в закрытом аппарате определяются температурой нагрева лака и временем его полимеризации. Аппарат сушки 13 обогревается высокотемпературным жидким теплоносителем типа АНТ-300. Пары растворителя во время импульсного вакуумирования частично улавливаются каплеуловителем 15 и возвращаются в аппарат для лака 5, другая часть, попадая в теплообменники 16 охлаждаемые водой, конденсируется и самотеком сливается в сборник конденсата, после этого вакуумом засасывается в аппарат для растворителя 12. Конденсирующиеся газы попадают в ресивер 14 и откачиваются вакуумным насосом 21. Остатки растворителя доулавливаются в ресивере, охлаждаемом холодной водой и отсасываются вакуумом в сборник аппарата для лака 12. После сушки и полимеризации лака внутренний объем аппарата сушки 13 соединяют с атмосферой, открывая клапан 28. Высушенные изделия вынимают с контейнером 2, охлаждают и отправляют на дальнейшие сборочные операции. В процессе сушки лака используют быстродействующий клапан с временем полного открывания 0,07-0,5 с. и осуществляют выдержку под вакуумом, при этом вакуумирование производят при остаточном давлении в ресивере 1-10 мм рт. ст., и начальной температуре пропитки, которая для каждого лака различна и определяется его физическими свойствами. Использование вышеуказанных временных характеристик, открытие клапана 11, диаметр трубопровода, рассчитанного по приведенной формуле, выдержка под вакуумом обеспечивают создание кратковременного перегретого состояния жидкости при данном давлении и температуре и в связи с этим приводят к резкому вскипанию растворителя в объеме лака, его быстрой диффузии к поверхности, образованию пузырьков, их схлопыванию, испарению растворителя и образованию каверн на поверхности. Дальнейшее изолирование аппарата сушки от вакуума и выдержка изделий под остаточным вакуумом способствует замедлению диффузии растворителя, его накапливанию на поверхности, снижению вязкости, увеличению текучести раствора лака, сглаживанию, исчезновению каверн на поверхности. Растворитель с поверхности испаряется и давление в аппарате становится равным давлению насыщенных паров растворителя при данной температуре. Каждое последующее импульсное вакуумирование осуществляется не с атмосферного давления, а с давления насыщенных паров растворителя. Это ускоряет вакуумирование камеры аппарата сушки 13 и уменьшает объем ресивера 14 и уменьшает время, необходимое для создания заданной глубины вакуума. С увеличением температуры изделия возрастает давление пара растворителя и импульсное вакуумирование приводит к упрочнению поверхности лакового покрытия. Процесс полимеризации лака производится после удаления растворителя, что приводит к увеличению глубины вакуума и ускорению процесса полимеризации лака и снижению температуры полимеризации. Предлагаемый способ способствует повышению качества лакового электроизоляционного покрытия и не требует капитальных затрат на изготовление специального оборудования.
|
|
Преимущества перед известными аналогами Позволяет повысить качество выпускаемой продукции, уменьшить капитальные затраты на изготовление специального оборудования, снизить взрыво и пожаробезопасность |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Снижение себестоимости в 3 раза себестоимости пропитки и сушки электротехнических изделий. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 24.06.2005 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии