ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 84-010-05 |
|
Наименование проекта Расточная оправка |
|
Назначение Для металлообработки |
|
Рекомендуемая область применения Машиностроение |
|
Описание
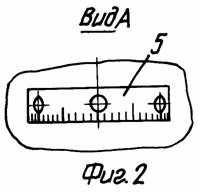
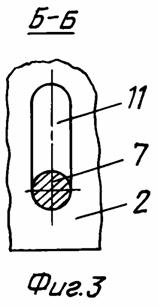
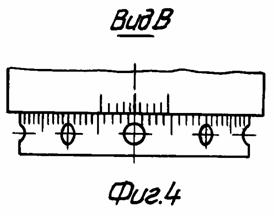
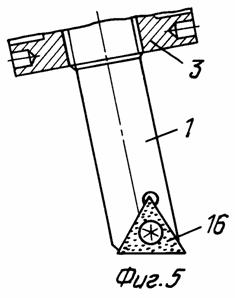
Результат выполнения конструкторской разработки. Расточная оправка содержит резцедержатель с гнездом для режущих элементов на одном конце и шпонкой, жестко закрепленной на другом конце, а также резьбовую поверхность, лимб и упругий элемент в виде пружины, взаимодействующие с резцедержателем. Резцедержатель установлен в корпусе под углом, а корпус выполнен подвижным и установлен в оправке. Оправка содержит дополнительный лимб и натяжитель. Дополнительный лимб взаимодействует с корпусом, а натяжитель - с пружиной и оправкой. Сущность изобретения поясняется графически, где на фиг.1 показан общий вид устройства, разрез; на фиг.2 - вид А фиг.1; на фиг.3 - разрез Б-Б фиг.1; на фиг.4 - вид В фиг.1; на фиг.5 - резцедержатель под сменные пластины. Расточная оправка содержит резцедержатель 1, установленный в корпусе 2 под малым углом Работает расточная оправка следующим образом. Вначале производится ее настройка на необходимый диаметр и глубину, если такая требуется с учетом коррекции осевого перемещения резцедержателя 1 при настройке диаметра. Для этого ослабляются винты 7 и 13 и лимбом 3 настраивается диаметр в диапазоне Эффективность расточной оправки заключается в ее универсальности, возможности вести обработку малых диаметров и пониженной чувствительности при настройке в связи с ее малой угловой установкой относительно оси оправки.
|
|
Преимущества перед известными аналогами Возможность обрабатывать отверстия малых диаметров и регулировки режущей кромки по оси обработки |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Расширение технологических возможностей на 90 % |
|
Возможность передачи за рубеж За рубеж не передаётся |
|
Дата поступления материала 11.02.2005 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии