ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 02-008-05 |
|
Наименование проекта Способ управления процессом ультразвуковой липосакции |
|
Назначение Для управления процессом пластической хирургии, осуществляемым с применением ультразвуковых колебаний высокой интенсивности |
|
Рекомендуемая область применения Медицинская техника, связанная с разработкой и применением аппаратов для пластических хирургических операций. |
|
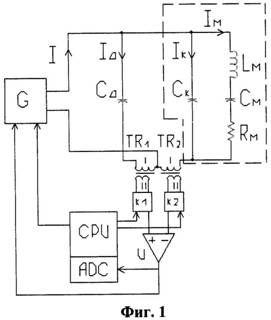
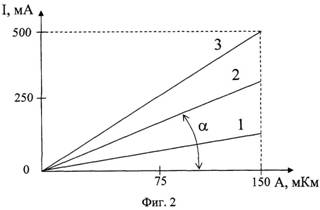
Описание Результат выполнения конструкторско-технологической разработки. Изобретение относится к области медицинской техники, связанной с разработкой и применением ультразвуковых аппаратов для пластических хирургических операций, а именно к способам, предназначенным для управления процессом пластической хирургии, осуществляемым с применением ультразвуковых колебаний высокой интенсивности, и может быть использовано для создания современной материально-технической базы пластической хирургии. Предлагаемое изобретение заключается в том, что в известном способе управления процессом ультразвуковой липосакции, осуществляемом путем непрерывного измерения, в процессе проведения липосакции, амплитуды колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента по величине амплитуды тока и собственной резонансной частоты ультразвуковой колебательной системы с хирургическим инструментом, сравнения амплитуды тока посредством схемы сравнения с амплитудой тока, задаваемой с управляющего блока и корректировки амплитуды электрического напряжения и частоты, прикладываемых к преобразователю колебательной системы, измерение амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента осуществляют по величине амплитуды тока, являющегося разностью между током, протекающим через преобразователь колебательной системы, и реактивной емкостной составляющей этого тока, измеренную амплитуду колебаний сравнивают с заданной амплитудой колебаний, из числа заранее откалиброванных ультразвуковых хирургических инструментов в памяти управляющего блока ультразвукового задающего генератора, и при их неравенстве изменяют амплитуду электрического напряжения с возможностью уменьшения разности сравниваемых амплитуд колебаний до нулевого значения, а по изменению фазы между током, являющимся разностью токов, протекающего через преобразователь колебательной системы и реактивной емкостной составляющей этого тока, и электрическим напряжением, прикладываемым к преобразователю колебательной системы, судят о собственной резонансной частоте колебательной системы, при этом при неравенстве нулю фазы между ними изменяют частоту электрического напряжения на ультразвуковом задающем генераторе, с возможностью уменьшения разности фаз сигналов электрического напряжения на задающем генераторе и преобразователе колебательной системы до нулевого значения. Суть предлагаемого технического решения заключается в том, что при управлении процессом ультразвуковой липосакции, для точной настройки на резонансную частоту колебательной системы с ультразвуковым хирургическим инструментом, используется критерий равенства фазы между электрическим напряжением на пьезопреобразователе и током в ветви, образованной последовательно включенными (см. фиг.1) lм, См, rм (т.е. механической ветви колебательной системы), так как ФЧХ тока в ветви lм, См, rм соответствует ФЧХ амплитуды колебаний рабочего окончания хирургического инструмента и свободна от влияния изменяющейся емкости пьезокерамических элементов Ск и величины акустической нагрузки rм. При управлении процессом ультразвуковой липосакции для измерения амплитуды механических колебаний излучающей поверхности рабочего окончания хирургического инструмента используется ее линейная зависимость от величины тока, протекающего через ветвь lм, См, rм. Причем, при работе с разными (по длине и форме излучающей поверхности рабочего окончания) хирургическими инструментами учитываются различные коэффициенты электромеханического преобразования, которые заранее определяются для колебательной системы с различными инструментами, хранятся в памяти ультразвукового генератора и при выборе того или иного инструмента используются при измерении реальной амплитуды колебаний. Практическая реализация предложенного способа управления процессом ультразвуковой липосакции осуществляется следующим образом. Выделение амплитуды тока, протекающего через ветвь lм, См, rм, и исключение влияния электрической емкости пьезокерамических элементов на работу системы ФАПЧ осуществляется устройством с дифференциальным усилителем, при помощи которого можно выделить электрический сигнал, ФЧХ которого соответствует ФЧХ тока в механической ветви lм, См, rм. На фиг.1 представлена принципиальная электрическая схема устройства выделения тока в механической ветви lм, См, rм с возможностью компенсации изменения собственной электрической емкости пьезоэлементов Ск, поясняющая практическую реализацию предложенного технического решения. При равенстве параметров токовых трансформаторов tr1 и tr2, емкостей Сд и Ск, коэффициентов усиления усилителей К1 и К2 на выходе дифференциального усилителя u появляется электрическое напряжение, фазочастотная характеристика которого совпадает с фазочастотной характеристикой тока, протекающего через ветвь lм, См, rм, с амплитудой, прямо пропорциональной амплитуде тока, протекающего по ветви lм, См, rм. Сигнал на выходе дифференциального усилителя равен: u=К 2К t2(i к+i м)-К 1К t1i д, где i k - реактивная составляющая тока, протекающего через преобразователь; i м - ток, являющийся разностью между током, протекающим через преобразователь, и реактивной емкостной составляющей этого тока; i д - ток, протекающий через емкость С д; k 1 и К 2 - коэффициенты усиления усилителей К 1 и К 2; k t1 и К t2 - коэффициенты трансформации трансформаторов tr1 и tr2. При условиях k 1=k 2, К t1=К t2, С д=С к следует: u=k 2k t2i m. Так как электрическая емкость пьезокерамических элементов изменяется в процессе изменения их температуры (разогрева), возникает необходимость периодической балансировки дифференциальной схемы, которая заключается в подборе коэффициентов усиления усилителей k1, k2, при которых разность сигналов, поступающих на входы дифференциального усилителя u, при отсутствии ветви lм, См, rм, равна нулю. То есть при использовании предложенной схемы ультразвуковой аппарат должен работать в двух режимах: режим балансировки и рабочий режим. В режиме балансировки управляющий блок вырабатывает сигнал для задающего генератора g, в результате чего частота электрического напряжения, прикладываемого к пьезопреобразователю колебательной системы, становится равной f 1, которая не равна собственной резонансной частоте колебательной системы f рез. На нерезонансной частоте f 1 ультразвуковой пьезоэлектрический преобразователь имеет емкостное сопротивление (собственная электрическая емкость пьезокерамических элементов). После рассогласования по частоте электрического генератора и колебательной системы, при помощи управляемых усилителей, путем подбора коэффициентов усиления k1 и k2, добиваются равенства нулю сигнала на выходе дифференциального усилителя u (равенство сигнала нулю контролируется аналого-цифровым преобразователем adc). При равенстве сигнала на выходе u нулю - ультразвуковой генератор переводится в рабочий режим (питание пьезопреобразователя колебательной системы осуществляется электрическим напряжением с частотой, равной резонансной частоте f рез колебательной системы). Таким образом, режим работы ультразвукового аппарата представляет собой чередование интервалов балансировки t1 и интервалов рабочего режима t2. Время t1 складывается из времени реакции колебательной системы при перестройке частоты питающего напряжения и времени подбора коэффициентов усиления усилителей k1, k2, при которых сигнал на выходе дифференциального усилителя u устанавливается равным нулю (подбор коэффициентов осуществляется при установлении частоты задающего генератора g неравной собственной резонансной частоте колебательной системы). Балансировка происходит при каждом включении ультразвукового генератора. Интервал времени t2 выбирается таким, чтобы изменение электрической емкости пьезокерамических элементов, в результате их разогрева в течение этого интервала, не оказывало существенного влияния на работу системы ФАПЧ. Сигнал с выхода дифференциального усилителя u используется не только для системы АПЧ, но и для системы измерения амплитуды механических колебаний излучающей поверхности рабочего окончания хирургического инструмента. Зависимости амплитуды тока в механической ветви колебательной системы от амплитуды колебаний излучающей поверхности рабочих окончаний ультразвуковых хирургических инструментов различной длины (1 - длиной 115 мм, 2 - длиной 240 мм, 3 - длиной 350 мм) представлены на фиг.2. Аналогичные зависимости имеют место для хирургических инструментов с различными по форме излучающей поверхности рабочими окончаниями. Данные зависимости (угол наклона прямой -
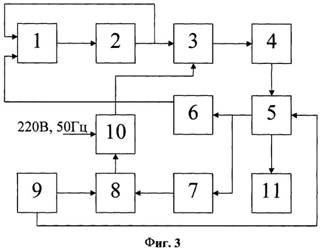
Практическая реализация предложенного способа управления процессом ультразвуковой липосакции была осуществлена при помощи разработанного ультразвукового генератора, структурная схема которого иллюстрируется фиг.3. Управление процессом ультразвуковой липосакции, при помощи этого генератора, осуществляется следующим образом. Частотозадающий электронный генератор, управляемый напряжением (ГУН) 2, вырабатывает низковольтный прямоугольный сигнал ультразвуковой частоты, который поступает, с одной стороны, на вход транзисторного полумостового инвертора 3, а с другой стороны - на один из входов фазового компаратора 1. С выхода инвертора 3 электрический сигнал прямоугольной формы, ультразвуковой частоты, с амплитудой, задаваемой регулятором напряжения 10 (лежащей пределах 0...300 В), поступает на согласующий lc фильтр 4, который выделяет из него синусоидальный сигнал, соответствующий первой гармонической составляющей, и согласует выходной импеданс инвертора 3 с входным импедансом преобразователя 11 колебательной системы. Узел 5, при помощи дифференциальной схемы (представленной на фиг.1), выделяет сигнал, который несет в себе информацию об амплитуде и ФЧХ тока в механической ветви преобразователя 11. Этот сигнал поступает на дискриминаторы 6 и 7. На выходе дискриминатора 6 появляется цифровой сигнал прямоугольной формы с той же фазой и частотой, что и ток, протекающий в механической ветви преобразователя 11, который поступает на второй вход фазового компаратора 1. На выходе дискриминатора 7 появляется сигнал, прямо пропорциональный амплитуде тока, протекающего в механической ветви преобразователя, который поступает на один из входов схемы сравнения 8. На другой вход схемы сравнения 8 поступает сигнал с выхода управляющего блока 9, уровень которого определяет амплитуду колебаний рабочего окончания хирургического инструмента. При помощи управляющего блока 9 происходит управление аппаратом в целом: включение и выключение ультразвука, управление амплитудой колебаний рабочего окончания, калибровка дифференциальной схемы 5. Схема сравнения 8 вырабатывает сигнал рассогласования, который складывается из разности сигналов на ее входах, и поступает на регулятор напряжения 10, питающий инвертор 3. При равенстве сигналов на входе схемы сравнения 8 регулятор напряжения 10 фиксирует на своем выходе текущее напряжение. Таким образом, ультразвуковой аппарат обеспечивает амплитуду колебаний, задаваемую хирургом при помощи управляющего блока 9. При появлении на выходе схемы сравнения 8 положительного или отрицательного сигнала управляющий блок 9 увеличивает или уменьшает напряжение питания инвертора 3, добиваясь тем самым равенства сигналов на входе схемы сравнения 8 и соответственно осуществляет корректировку амплитуды механических колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента. Автоматическая подстройка частоты электронного генератора, в соответствии с изменениями резонансной частоты колебательной системы, происходит в результате сравнения фаз сигналов на входе фазового компаратора 1. В случае равенства фаз сигналов, поступающих на вход компаратора 1 ГУН 2, фиксирует текущую частоту, то есть электронный генератор и рабочий инструмент согласованы по частоте. В случае несовпадения фаз сравниваемых сигналов фазовый компаратор вырабатывает управляющий сигнал для задающего генератора 2, который, в свою очередь, подстраивает свою частоту таким образом, чтобы сигналы на входе фазового компаратора совпадали по фазе. Проведенные практические испытания позволили установить, что предложенный способ управления процессом ультразвуковой липосакции обеспечивает повышение точности установки амплитуды механических колебаний рабочего окончания хирургического инструмента и соответствия рабочей частоты генератора собственной частоте колебательной системы при проведении операции. Ультразвуковая колебательная система с различными ультразвуковыми хирургическими инструментами была испытана при придельных изменениях акустических параметров (акустическое волновое сопротивление) сред, подвергаемых ультразвуковому воздействию (воздух, жировая эмульсия, кожа, кость). Время установления оптимальных параметров ультразвуковой липосакции (амплитуда механических колебаний), заданных оператором (хирургом), не превышало 0,1 с. При предельных изменениях акустической нагрузки амплитуда механических колебаний рабочего окончания хирургического инструмента изменялась на величину, не превышающую 5% от величины, установленной оператором. В результате реализации предлагаемого технического решения оптимизирована работа аппарата для пластической хирургии, с точки зрения обеспечения максимальной эффективности ультразвукового воздействия, на различных этапах проведения операции (максимальная производительность) при минимальном нагреве преобразователя и сменных инструментов. Разработанный в лаборатории акустических процессов и аппаратов Бийского технологического института Алтайского государственного технического университета способ управления процессом ультразвуковой липосакции прошел лабораторные и медико-технические испытания. Максимальная амплитуда колебаний составила 250 мкм, время одной процедуры липосакции на максимальной мощности не более 40 минут (вместо 2 часов), при этом корпус не нагревался свыше 40-45°С. Максимальный размер сменного рабочего инструмента (вместе с охлаждающим кожухом) не более 6,5 мм в поперечном сечении.
|
|
Преимущества перед известными аналогами Повышение эффективности ультразвукового воздействия, качества и производительности операции липосакции, исключение опасности ожогов для пациентов |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Сокращение длительности операции не менее чем в 2 раза, исключение травм |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 30.05.2005 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии