ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-038-04 |
|
Наименование проекта Штамп для труб из титановых сплавов |
|
Назначение Для штамповки деталей из трубных заготовок. |
|
Рекомендуемая область применения Машиностроение в авиационной, судостроительной промышленности. |
|
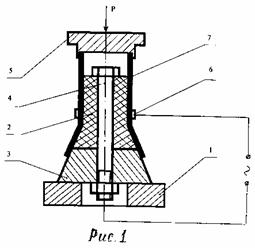
Описание Результат выполнения конструкторской разработки. На рис.1 - устройство штампа, обеспечивающее возможность подвода импульсного электротока к заготовке. Штамп для раздачи титановых труб содержит опорную плиту 1 из диэлектрического материала, на которой установлен конический пуансон, выполненный сборным из диэлектрического элемента 2 и токопроводящего металлического элемента 3, закрепленных на общей оси 4, и толкатель 5. Подвод ИЭТ к заготовке осуществляется с одной стороны через токоподводящее кольцо 6, закрепляемое на заготовке, с другой стороны - через токопроводящий металлический элемент 3. Минимальный диаметр токопроводящего элемента должен обеспечивать допустимую для данного материала заготовки плотность тока на прилегающем участке трубной заготовки, т.е.:
гдеd min- минимальный диаметр токопроводящего элемента, мм; dd- изменение начального диаметра заготовки, мм; h i- рабочий ход деформируемого инструмента, мм; i- сила тока, пропускаемого через заготовку, А; j- максимально допустимая плотность тока, пропускаемого между пуансоном и заготовкой, А/мм 2. После несложных преобразований получаем:
Штамп работает следующим образом. После установки в штамп трубной заготовки 7 из титанового сплава к толкателю 5 прикладывается усилие Р, заставляющее его наталкивать заготовку на конический пуансон. Деформирование происходит без пропускания ИЭТ до тех пор, пока деформируемый край заготовки не совместится с верхним краем токопроводящего элемента 3, т.е. диаметр краевой части заготовки примет значение, равное минимальному диаметру токопроводящего элемента 3. Далее деформирование осуществляется с пропусканием электроимпульсного тока. Первый импульс тока с величиной удельной электрической энергии, рассчитанной по методике электроимпульсного воздействия, пропускается через заготовку при перемещении толкателя на величину ходаh i. Происходит разупрочнение очага деформации и ликвидация накопленных дефектов структуры. Все последующие импульсы тока вводятся в заготовку в моменты очередного перемещения толкателя на ту же величинуh i.
|
|
Преимущества перед известными аналогами Снизилась трудоемкость изготовления деталей за счет исключения образования газонасыщенного слоя на поверхности заготовок и необходимости операций по его удалению, качество пластичности повысилось. |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Степень формоизменения заготовок из труднодеформируемых титановых сплавов увеличилась на 10% по сравнению с раздачей с нагревом. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 20.07.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии