ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 30-028-04 |
|
Наименование проекта Линия для сборки, заливки и выбивки оболочковых форм |
|
Назначение Использование для изготовления отливок литьем в оболочковые формы. |
|
Рекомендуемая область применения Литейные цеха машиностроительных заводов |
|
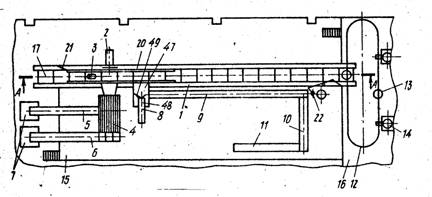
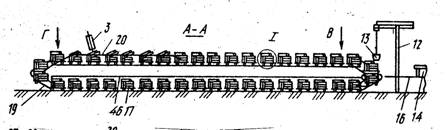
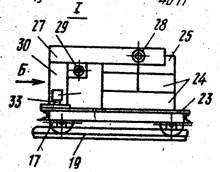
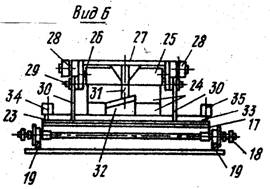
Описание Результат выполнения конструкторской разработки. Изобретение относится к литейномупроизводству и может быть использованодля изготовления отливок литьем в оболочковые формы. Цель изобретения - повышение производительности и качества отливок за счетобеспечения качественного нагруженияформ. На рис.1 изображена линия, вид в плане; на рис.2 - разрез А-А на рис.1; на рис.З- узелi, на рис.2 на рис.4 - вид Б на рис.З; на рис.5 - вид В на рис.2; на рис.6 - вид Гна рис.2. Линия содержит вертикально-замкнутый тележечный конвейер 1, механизм выбивки форм, состоящий из горизонтального2 и вертикального 3 толкателей, выбивнойрешетки 4 с двумя конвейерами 5 и 6 длясбора смеси и отливок соответственно в кюбели 7, механизм установки форм 8, конвейеры для накопления форм 9 и 10, стол11,механизм заливки форм, состоящий из заливного устройства 12 с ковшом 13 и плавильных печей 14. Конвейера 9,10 и стол 11установлены на эстакаде 15, а заливочноеустройство 12 с плавильными печами 14 - наэстакаде 16. Вертикально-замкнутый тележечный конвейер 1 состоит из тележек 17, которыеобъединены тяговыми цепями 18, перемещающимися по направляющим путям 19. Нараме конвейера 1 закреплены неподвижныекопиры: 20 - в зоне выбивки и формовки и21 - перед зоной выбивки. Механизм подвижного копира 22 установлен перед зоной заливки. На тележках 17 конвейера 1закреплены платформы 23, на которых установлены формы 24, прижимаемые грузом-литником 25, сидящим на осях 26 в рычагах 27. Рычаг 27 имеет две пары роликов 28 ишарниры 29, сидящие на стойках 30. Напоперечной связующей рычага 27 установлен стопорный механизм, состоящий изупора 31 и взаимодействующего с ним подвижного клина 32, сидящего на штанге 33.Слева и справа на концах штанги 33 сидятна своих осях установленные ролики 34 и 35.Груз-литник 25 имеет конусное литниковоеотверстие 36. Механизм подвижного копира 2.2 состоит из копира 37, который на шарнире 38 сидит в раме 39. На раме 39установлены блоки 40 и 41 со своими осями42 и 43, Поддерживающие трос 44. Трос 44одним концом закреплен в копире 37, а другим - в подвесном грузе 45. Над нижней ветвью вертикально-замкнутого тележечного конвейера 1 для удаления вредных выделений прикристаллизации отливок установлена охладительно-вытяжная вентиляционная камера 46. Механизм установки форм 8 закрепленна столе 47 и содержит пневмоцилиндр 48и толкатель со сменными насадками 49. Автоматическая линия работает следующим образом. Тележки 17 конвейера 1 перемещают цепями 18 по направляющим путям 19. Стержни для сборки форм 24 подаюткомплектно на эстакаду 15. Формы 24 собирают вручную на сборочном столе 11 или нанакопительном ленточном конвейере 10или 9. Предусмотрен режим работы, прикотором сдвинутая со стола 11 на конвейер10 форма передвигается на шаг или однуформу, пока не наберется полный конвейер. Вслед за этим аналогично собирают формы24 на конвейере 9. С конвейера 9 формы поступают на механизм установки форм 8,.который перемещает их на платформы 23тележек 17 конвейера 1. При этом груз-литник 25, висящий на осях 26 на рычагах 27,находится в верхнем положении, так как егоролики 28 катятся по неподвижным копирам 20. При перемещении тележек 17 запределы воздействия копиров 20 ролики 28съезжают с них, и грузы-литники 25 ложатсяна формы 24. При этом рычаг 27 поворачивается в шарнире 29 стоек 30. При дальнейшем движении тележки 17 приходят напозицию перед заливкой, где ролик 35, сидящий на штанге 33, от воздействия с копиром 37 перемещает клин 32 влево так, чтоон входит в распор между платформой 23 иупором 31. Штанга 33 при этом перемеща ется до тех пор, пока будет хватать усилияподвесного груза 45, связанного с копиром37 тросом 44, который огибает отклоняющие блоки 40 и 41, закрепленные соответственно на осях 42,43, установленных в раме39. При превышении нагрузки копир 37 поворачивается относительно шарнира 38 ипропускает ролик 35. При полном заклинивании подвижногоклина 32 между платформой 23 и упором 31 исключается возможность всплытия верхнего стержня формы 24 (от гидростатического давления или гидроударе при заливке),благодаря чему исключается брак отливок по облою. Поступившую на позицию заливки форму 24 через литниковое отверстие 36 заливают металлом из ковша 13 заливочной системы 12, стоящей на эстакаде 16. После заливки металлом форму 24 с заклиненным грузом-литником 25 перемещаютна нижнююветвьвертикально-замкнутого тележечного конвейера 1, где происходит кристаллизация иостывание отливок. При подходе к зоне выбивки неподвижный копир 21 воздействует на ролик 34 и перемещает штангу 33 вправо до упора ролика 34 к стойке 30. Копир уходит из соприкосновения с упором 31. При наезжании роликов. 28 рычага 27 накопиры 20 осуществляют подъем груза-литника 25. При этом не исключена ситуация,когда металл отливки прихватывается в обратном конусе литникового отверстия 36, аотливка поднимается вместе с грузом-литником 25. Для предотвращения подобнойаварийной ситуации предусмотрен вертикальный толкатель 3, который, нанося ударчерез литниковое отверстие 36, отделяет отливку от груза-литника 25. Отливку вместе с остатками формы 24сталкивают с платформы 23 горизонтальным толкателем 2 на выбивную решетку 4,через которую остатки смеси попадают на конвейер 5 и далее в кюбель 7, а отливкискатываются по настилу выбивной решетки4 на конвейербивсоответствующий кюбель 7. Использование данного изобретенияпозволит обеспечить качественное нагружение форм не только в процессе заливки,но и транспортировки, что повысит качествоотливок и позволит исключить остановкиконвейера на заливку, что, в свою очередь,повысит, производительность линии. Также сокращаются производственные площади, занимаемые линией, и повышаетсякультура производства.
Рис.1
Рис.2
Рис.3 Рис.4 |
|
Преимущества перед известными аналогами Выполнена в виде вертикально-замкнутого конвейера с рамой, а устройство нагружения форм выполнено в виде вертикального копира. |
|
Стадия освоения Внедрено в производство на Ясногорском машиностроительном заводе |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Годовой экономический эффект - 8,5 тыс.руб. Повышение производительности труда на 30%. Повышение качества отливок на 25% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 16.11.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии