ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-051-04 |
|
Наименование проекта Приспособление для накатки сферы шарового пальца |
|
Назначение Механическая обработка сферы шарового пальца реактивной штанги автомобилей ЗИЛ - 131 |
|
Рекомендуемая область применения Металлообрабатывающие производства |
|
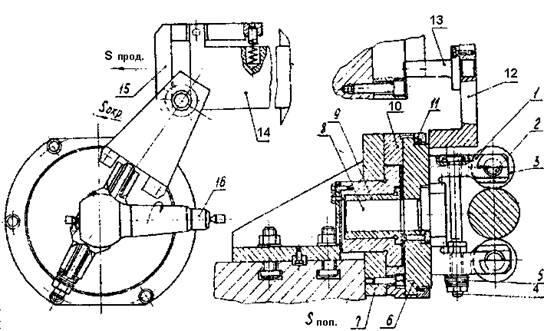
Описание Результат выполнения конструкторской разработки. Предлагаемое устройство предназначено для накатывания сферы пальца реактивной штанги автомобиля ЗИЛ - 131.
Приспособление для накатки сферы шарового пальца Устройство (см. рис.) состоит из накатанной головки, содержащей упругий корпус 1, стойка которого с установленными в них на осях 2 деформирующими роликами 3 стянуты болтом 4 через набор тарельчатых пружин 5. Накатная головка устанавливается на поворотный стол 6 приспособления (качалки), используемого также на предварительной операции - обточке шаровой поверхности резцом. Поворотный стол 6 размещен с возможностью свободного вращения на сварном корпусе 7 посредством оси 8, бронзового подшипника 9 и двух колец 10 и 11, охватывающих бурт поворотного стола. Приспособление устанавливается на поперечном суппорте многорезцового токарного станка 1Н713. Вращение (движение подачи) поворотный стол получает через закрепленный на столе кронштейн 12 с пальцем 13 от толкателя 14 (в одну сторону) и подпружиненного возвращающего угольника 15 (в обратном направлении), установленных на продольном суппорте станка. Гайкой 4 ролики 3 (в качестве деформирующих роликов используются стандартные шариковые радиальные подшипники) сведены с усилиемp=5000hдо размера между роликами --74, 5 мм. Материал обрабатываемой детали - сталь 40Х, твердость-НВ217, предварительная обработка - обточка в размерЖ75-0,12мм с шероховатостьюrа= 3, 2 мкм. При отведенном поперечном суппорте заготовка устанавливaется в центры станка и приводится во вращение граненым передним центром, взаимодействующим с граненым отверстием и торцом заготовки. Затем подводится поперечный суппорт (ролики при этом накатываются на сферу заготовки за счет разжима стоек корпуса ) и включается подача продольного суппорта. При этом поворотному столу сообщается движение окружной подачи, происходит накатывание сферической поверхности. В конечном положении поперечный суппорт отводится, а затем продольный суппорт возвращает поворотный стол с накатной головкой в исходное положение. Режимы обработки: частота вращения заготовкиn=500 об/мин, продольная подача s=1,0 мм/об, смазочно-охлаждающая жидкость - эмульсия. Внедрение устройства для накатывания уменьшило диаметр обрабатываемой поверхности до 0,03мм, аннулировало операцию полирования, сократило время обработки одной детали до 12 сек, позволило получить шероховатостьra=0,4 мкм. |
|
Преимущества перед известными аналогами Разработанное специальное приспособление для накатки, улучшенная технология обработки |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Экономия металла, повышение производительности труда, улучшение качества деталей. Годовой экономический эффект составляет 0, 02 тыс. руб. на одну деталь |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 06.08.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии