ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 04-037-04 |
|
Наименование проекта Технология изготовления деталей повышенной износостойкости |
|
Назначение Изготовление отливок из чугуна, работающих в условиях абразивного износа и трения. |
|
Рекомендуемая область применения Целлюлозно-бумажная, горнодобывающая промышленность, строительство и производство строительных материалов, машиностроение. |
|
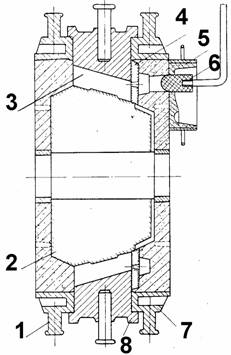
Описание Результат выполнения технологической обработки. На рисунке показана комбинированная литейная форма для отливки бандажа катка размалывающего оборудования. С целью высокой износостойкости рабочая наружная поверхность бандажа катка по техническим условиям должна иметь высокую твердостьhrc60 и более. Однако особенности кристаллизации отливки большой толщины и массы 500 кг, при обычных условиях не позволяют осуществить это требование. Предложили использовать комбинированную литейную форму. В этом случае при заливке жидкого чугуна верхняя и нижняя части отливки формировались с помощью земляных литейных полуформ в верхней и нижней опоках, рабочая поверхность - металлическим бандажом (кокилем) формы, а внутренняя - с помощью пустотелого песчаного стержня. На рабочую поверхность кокиля наносилось огнеупорное покрытие и она окрашивалась огнеупорной краской в несколько слоев с последующей сушкой. Жидкий металл в полость формы подводился с помощью литниковой чаши, отверстие которой в начальный период заливки закрыто графитовой пробкой для задержания шлака; далее через стояк и литник, расположенный по касательной к шлакоуловителю, расплав с помощью дождевой литниковой системы поступал в полость формы. Металлический бандаж (кокиль) способствовал интенсивному теплоотводу с поверхности катка, охлаждение ее происходило быстрее, чем остальной части и на ней формировалась структура цементита с высокой твердостью: твердость до термической обработкиhrc78-80, после нормализации от температуры 980 0 сhrc58.
Рис. Форма в сборе для отливки бандажа. 1 - опока нижняя; 2 - стержень 1; 3 - полость формы; 4 - стержень 2; 5 - чаша; 6- пробка; 7 - опока верхняя; 8 - кокиль. Материал отливки катка - хромо-никелевый чугун химического состава: 3,4-3,5%С, 0,65-0,72%si, 0,4-0,5Мп, 1,3-1,5%cr, 4,02-4,5%ni, 0,5-0,6%mo. |
|
Преимущества перед известными аналогами Эксплуатация бандажей катков, отлитых из легированного хромоникелевого чугуна в комбинированных литейных формах показывает резкое повышение их износостойкости. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект На 25-30% повысилась износосостойкость бандажей катков, увеличился срок их эксплуатации, снизились материально-трудовые затраты на их изготовление. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 24.06.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии