ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 77-003-04 |
|||
|
Наименование проекта Технология обработки лейкосапфиров |
|||
|
Назначение Для получения отверстий и пазов в деталях высокой твердости (до 70 ед. HRC и выше). |
|||
|
Рекомендуемая область применения Шлифовальные операции в приборостроении. |
|||
|
Описание Результат выполнения технологической разработки. Изменили техпроцесс получения пазов и отверстий в материалах высокой твердости. Вместо ультразвуковых прошивочных станков мод. УД 7723 и специальных инструментов - концентраторов, предложено использовать высокоскоростную шлифовальную пневматическую головку мод. 230xjs, специальный алмазный шлифовальный инструмент мод. 2099-4134; расточный станок мод. 2А450 и универсальный вертикально-фрезерный станок мод. 645П.
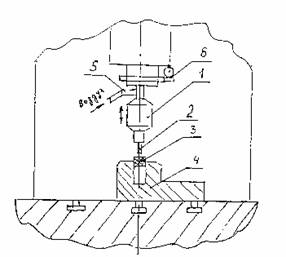
На рисунке представлена принципиальная схема обработки лейкосапфиров. Шлифовальная головка 1 крепится за хвостовик цангой Ш20 мм, которая находится в шпинделе вертикально-фрезерного или расточного станка. К штуцеру 5 подается воздух под давлением 4…6 кгс/см 2 для обеспечения вращения шпинделя шлифовальной головки. В цангу шлифовальной головки закрепляется осевой алмазный инструмент 2 необходимого диаметра. Конструкции инструмента по ГОСТ 1712-85. Лейкосапфир 3 крепится в приспособление 4, обеспечивающее удержание смазочно-охлаждающей жидкости в зоне резания. Приспособление установлено на стол станка и закреплено прижимами. Подача инструмента в зону резания осуществляется опусканием шпинделя станка вручную. Контроль подачи осуществляется с помощью индикатора 6, закрепленного на шпинделе станка. Центрирование лейкосапфира по оси и его перемещение осуществляется по лимбам стола. Технология обеспечивает получение стабильных результатов при обработке отверстий и пазов второго класса точности, исключаются сколы на поверхностях деталей. Внедрение техпроцесса позволило сократить накладные расходы в несколько раз (т.к. стоимость применяемого ранее прошивного станка составляет 1.5 - 2 млн. руб., стоимость одного инструмента - концентратора - 3,5 тыс. руб.), увеличить процент выхода годных деталей. |
|||
|
Преимущества перед известными аналогами Расширились технологические возможности универсального оборудования. |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|||
|
Технико-экономический эффект Годовой экономический эффект 800 тыс. руб., повышение производительности труда в 1,5 раза. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 08.06.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии