ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-005-04 |
||
|
Наименование проекта Ресурсное обеспечение качества деталей с криволинейными поверхностями трения |
||
|
Назначение Упрочнение поверхностного слоя деталей машин с криволинейным профилем |
||
|
Рекомендуемая область применения Металлорежущее производство |
||
|
Описание Результат выполнения НИР
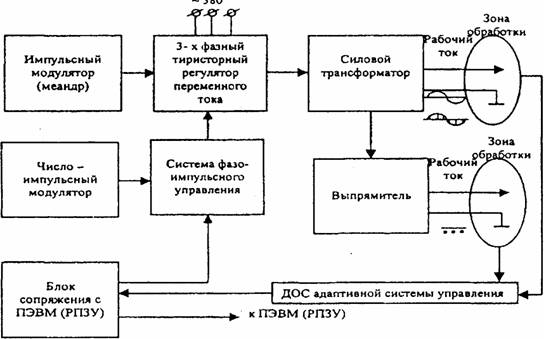
Рис. Структурно-функциональная схема источника питания Эксплуатационные свойства деталей машин во многом зависят от качества их сопрягающихся поверхностей. Необоснованность назначения системы параметров качества поверхностного слоя, как правило, приводит к необоснованному завышению требований и удорожанию продукции без должного повышения ее надежности. Особое значение имеет научный подход к назначению параметров качества поверхностного слоя деталей машин с криволинейным профилем, от закономерного изменения геометрии которого (вдоль образующих поверхностей контакта) зависят выходные характеристики машины в целом. При изнашивании трущихся криволинейных поверхностей их форма подвергается вполне определенным изменениям, которые приводят к так называемым формам "естественного" износа. Приближение конфигурации изнашиваемой детали к той, которая возникает или к которой стремится деталь узла трения, позволяет сократить период приработки и существенно повысить ресурс работы в режиме нормального изнашивания. Это возможно осуществлять как на стадии конструирования, так и на стадии технологической подготовки производства. В первом случае выбираются рациональные формы деталей, исходя из их функционального назначения. Во втором случае обеспечивается оптимальная форма закономерного изнашивания имеющихся (изготовленных) элементарных криволинейных поверхностей путем технологического воздействия на поверхностный слой сопрягаемых деталей для достижения закономерно изменяющегося качества поверхностного слоя вдоль образующих трущихся криволинейных профилей. Широкими возможностями при решении технологической задачи обладает электромеханическая обработка (ЭМО) с автоматическим закономерным изменением режимов в процессе упрочнения криволинейных поверхностей трения. Законы изменения ЭМО определяются на основе математического моделирования процессов контактного взаимодействия, трения и изнашивания сопряженных криволинейных поверхностей. Усовершенствованные технология и оборудование ЭМО предусматривают улучшение ряда основных показателей, к которым относятся электробезопасность; материало и энергоемкость; мобильность и удобство в эксплуатации установок; диапазон регулирования режимов обработки (плотности тока, скорости обработки, давления инструмента, частоты силового тока, длительности импульсов и пауз, подачи инструмента); выходные параметры процесса ЭМО (параметры микрогеометрии поверхностей деталей, физико-механические свойства, глубина упрочнения и др.). Технология ЭМО реализуется на специальной установке, представляющей собой гибкий автоматизированный комплекс, включающий САПР ЭМО и адаптивное управление режимами обработки в процессе упрочнения криволинейных поверхностей и состоящий из станка (применяемого для механической обработки заготовок) с соответствующими инструментами и приспособлениями для закрепления обрабатываемой детали и подвода электрического тока большой силы и малого напряжения; силового блока для преобразования промышленного электрического тока; блока управления режимами обработки; средств коммутации и подвода СОТС; ЭВМ с набором соответствующих устройств для автоматизации процесса ЭМО. Новые схемотехнические решения позволили создать источник питания установки для ЭМО (рисунок), который конструктивно выполнен в виде отдельных, сопрягаемых между собой блоков с возможностью ручного управления режимами обработки с индикацией их значений, а также наличием гнезд для подключения ПЭВМ, РПЗУ и соответствующих датчиков. Панель содержит органы управления (и индикации) формой тока, напряжением, силой тока, частотой тока, длительностью импульсов и пауз тока. Источник питания позволяет упрочнять поверхностный слой деталей машин постоянным и переменным током. Упрочнение при применении постоянного тока позволяет добиваться лучшего качества поверхности. Однако наблюдается резкий перепад твердости упрочненного слоя и неупрочненой сердцевины, что может привести к отслаиванию поверхностного слоя, подвергшегося ЭМО, для деталей, работающих при динамических нагрузках. Применение переменного тока обеспечивает плавный переход твердости от поверхности к сердцевине, большую глубину упрочнения и более высокую микротвердость упрочненного слоя. |
||
|
Преимущества перед известными аналогами Новые схемотехнические решения ЭМО, разработка новой конструкции источника питания для ЭМО |
||
|
Стадия освоения Внедрено в производство |
||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||
|
Технико-экономический эффект Повышение качества поверхностного слоя деталей машин, увеличение глубины упрочнения, повышение микротвердости упрочненного слоя в 1,5 раза, снижение стоимости детали на 15 - 20 % |
||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||
|
Дата поступления материала 13.02.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии