ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 51-026-04 |
||||||
|
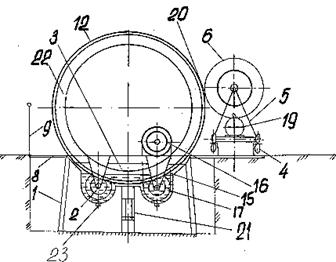
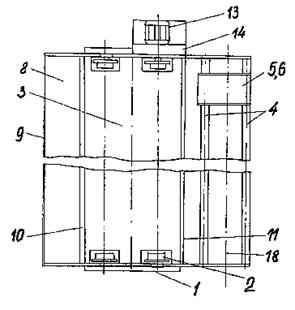
Наименование проекта Установка для нанесения антикоррозионного покрытия на наружную и внутреннюю поверхности трубы |
||||||
|
Назначение Нанесениеантикоррозионной изоляции на внутреннюю и наружную поверхности труб перед монтажом. |
||||||
|
Рекомендуемая область применения Строительство и ремонт трубопроводов водоснабжения, канализации и оросительных систем. |
||||||
|
Описание Результат выполнения научно-исследовательской работы. Устройство для нанесения антикоррозионного покрытия на поверхность трубы включает эстакаду 1 (см. рисунки), опорные ролики 2, ванну 3 с разогретой битумно-полимерной мастикой, рельсы 4 для поступательного перемещения тельферной тележки 5 и шпули 6 для подачи ленты из рулона армирующего стеклохолста. Эстакада 1 выполнена сварной конструкции и установлена в выемке. Она имеет смотровую площадку 8 и ограждение 9. На эстакаде 1 смонтированы параллельные брусья 10 и 11. Расстояние между брусьями 10 и 11 устанавливается на 20-30% меньше внешнего диаметра стальной трубы 12. Брусья 10 и 11 взаимно кинематически связаны винтовыми механизмами для синхронного смещения относительной оси симметрии ванны 3. Опорные ролики 2 смонтированы на торцевых стенках в полости ванны 3. Один из опорных роликов снабжен приводом, выполненным в виде электродвигателя 13, червячного редуктора 14, втулочно-роликовой цепи 15 с шагом 25,4 мм и двух звездочек 16 и 17. Параллельно брусьям 10 и 11 на уровне смотровой площадки уложены рельсы 4. На рельсах 4 смонтирована тельферная тележка 5, соединенная канатом 18 с реверсивной тяговой лебедкой 19. На тележке 5 установлена шпуля 6 для подачи ленты из рулона армирующего стеклохолста 20. Ванна 3 с разогретой битумно-полимерной мастикой имеет вибратор и нагревательный элемент, размещенные на внешней поверхности. Ванна 3 размещена под брусьями 10 и 11 эстакады 1 и с ним связана механизмом подъема 21. Механизм подъема 21 выполнен в виде пары вертикально смонтированных гидроцилиндров, гидравлически связанных с гидростанцией посредством делителя потока. Механизм 21 перемещает вертикально вверх ванну 3 с опорными роликами 2. Опорные ролики смонтированы в полости ванны 3, а привод ведущего ролика 2 - на внешней торцевой стенке ванны 3. Устройство снабжено монтируемыми на торцах трубы 12 кольцами-диафрагмами 22. Кольца-диафрагмы выполнены под стандартизованные типоразмеры стальных труб 12. На нижних приливах ванны 3 выполнены сливные патрубки 23. Устройство для нанесения антикоррозионного покрытия на поверхность стальных труб функционирует следующим образом. Поверхность стальных труб 12 перед покрытием готовят в соответствии с требованиями ГОСТ 25812-83 и СНиП 2.04-02-84 «Водоснабжение. Наружные сети и сооружения». Битумно-полимерная мастика и стеклохолст должны соответствовать требованиям «Методических рекомендаций по созданию двухсторонней антикоррозионной защите стальных мелиоративных трубопроводов» - Волгоград. 1994. - 44с. Специальным захватом подготовленную трубу 12 укладываютнабрусья 10 и 11 эстакады 1. Емкость ванны 3 заполняют битумно-полимерной мастикой, а температуру повышают до рекомендуемой величины. Далее включают механизм 21 подъема 21. Опорные ролики 2 касаются внешней поверхности стальной трубы 12 и приподнимают ее над брусьями 10-11 на высоту не менее 100-125мм. Затем включают привод ведущего опорного ролика 2 и питание вибратора. При вращении ведущего ролика 2 труба 12 поворачивается вокруг своей оси симметрии. Поверхность трубы 12 омывается разогретой битумно-полимерной мастикой. За счет вибрации излишки мастики стекают с поверхности трубы в емкость ванны 3. Далее край стеклохолста 2 укладывают со шпули на поверхность трубы 12. Включают привод тяговой лебедки 19 тельферной тележки 5. Разматывание стеклохолста 20 с поверхности шпули 6 и поступательное перемещение тележки 5 приводит к укладке стеклохолста 20 на обработанную равномерным слоем мастикой стальную поверхность трубопровода 12. Требуемое натяжение полосы стеклохолста 20 усилием 0,7 - 1,0 кГс на 1 см ширины приводит к тому, что мастика проникает через полотно и плотно прилегает к поверхности трубы 12. Ширина нахлеста 10-15 мм обеспечивает требуемую толщину антикоррозионного битумно-полимерного покрытия, армированного стеклохолстом. На другом конце трубы 12 тележку 5 останавливают. Полотно стеклохолста 20 отрезают специальным ножом. Конец стеклохолста 20 укладывают на поверхность трубы и заделывают соответствующим образом. Механизмом 21 ванну 3 опускают вниз. Труба 12 укладывается на брусья 10 и 11. С торцов трубы 12 убирают оба кольца-диафрагмы 22. Специальным захватом изолированную трубу 12 укладывают в накопитель готовой продукции. Данная установка для нанесения антикоррозионного покрытия обеспечивает повышение производительности, снижает расход битумно-полимерной мастики и гарантирует высокое качество изоляционного покрытия. Кольца-диафрагмы обеспечивают чистоту обоих торцов трубы на гарантированной длине 10 мм. Это обеспечивает последующую стыковую замкнутую кольцевую сварку шва.
Рис. 1
Рис. 2 |
||||||
|
Преимущества перед известными аналогами Простота конструкции, надежность работы, повышенная производительность, возможность нанесения усиленной антикоррозионной изоляции. |
||||||
|
Стадия освоения Внедрено в производство |
||||||
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
||||||
|
Технико-экономический эффект Повышение производительности в 2 раза; улучшение качества изоляции; расширение диапазона изолируемых труб. |
||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||
|
Дата поступления материала 05.04.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии