ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 84-039-03 |
|||||
|
Наименование проекта Технология сверления накладок грузовых автомобилей и автобусов |
|||||
|
Назначение Для сверления и зенкования отверстий в фрикционной композиции в автоматическом режиме при помощи станка- полуавтомата |
|||||
|
Рекомендуемая область применения Технологии производства асбестотехнических изделий, изделий из фрикционных композиций в виде накладок для автомобилей |
|||||
|
Описание
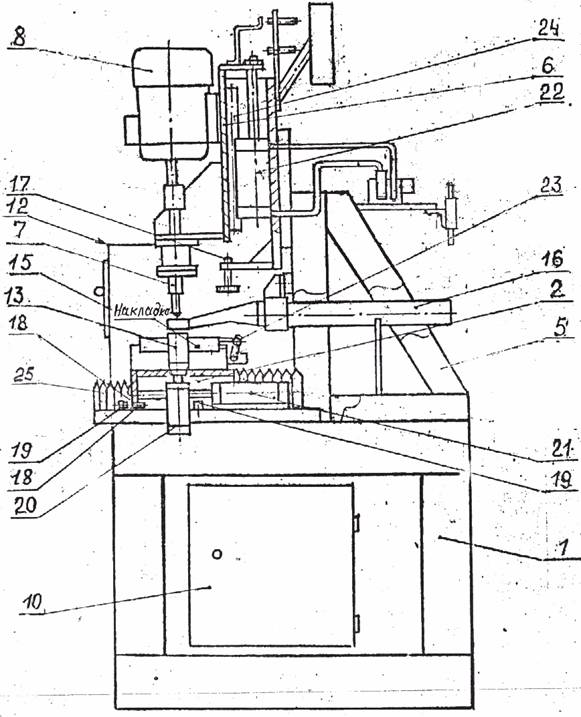
Результат выполнения технологической разработки. Предлагается оригинальная технология сверления накладок грузовых автомобилей и автобусов, защищенных патентами № 2111090 и №2121412. Назначение технологии - сверление и зенкование отверстий в фрикционной композиции в автоматическом режиме при помощи станка-полуавтомата. Область применения технологии - производство асбестотехнических изделий, изделий из фрикционных композиций в виде накладок для автомобилей МАЗ, КАМАЗ, ЗИЛ, ГАЗ и др. Технология эффективна как для крупных предприятий с массовым производством продукции, так и для мелких предприятий типа АТП, сервисных. На рис. 1,2 показан общий вид станка полуавтомата, основного компонента технологии, работающего в соответствии с алгоритмом рис. 3 по сигналам датчиков. Рис. 5 - схема кинематическая. Станок - полуавтомат работает следующим образом. После нажатия оператором кнопки «Пуск», расположенной на пульте 9, начинают вращаться шпиндели 7. Оператор достает из контейнера заготовку (накладку) и устанавливает её вручную на постель 3, перемещая при этом накладку линейно до упора. Торец накладки воздействует на механизм запуска автоматического цикла 23 с датчиком. Для этой операции характерно то, что датчик срабатывает только лишь при наличии базирования накладки. Нет базирования - нет запуска автоматического цикла. После выдачи сигнала датчика на запуск цикла стальная лента 13 при помощи пневмоцилиндра (п/ц) 20 жестко зажимает накладку. Далее срабатывает датчик, отслеживающий зажим, начинается быстрое перемещение модуля (модулей) подачи шпинделя 6 при помощи п/ц 22. За 15 мм до подхода вершины сверла 14 к накладке, начинается торможение, медленная рабочая подача, сверление накладки. Когда последний шпиндель из 4-х просверлит отверстие, суммирующий сигнал 4-х нижних датчиков даёт команду на быстрый возврат шпинделей вверх. 1-ый ряд отверстий просверлен. Когда все модули 6 переместились в верхнее положение, срабатывают 4-е верхних датчика, дается команда на перемещение до упора 19, устанавливаясь в позицию сверления 2-го ряда отверстий. Срабатывает датчик, отслеживающий эту позицию, модули 6 начинают перемещаться вниз, процедура сверления повторяется, но для 2-го ряда отверстий. После окончания сверления 2-го ряда отверстий и возвращения модулей 6 вверх снова подается команда от верхних датчиков. Постель с просверленной накладкой перемещается влево, до упора, в исходное положение. Далее срабатывает датчик исходного положения, дается команда на разжим. При этом п/ц 20 воздействует на гибкую стальную ленту 13, накладка освобождается от зажима, а механизм запуска цикла выталкивает готовую накладку из зоны сверления к оператору. Конец цикла.
Общий вид станка
Рис. 1
Общий вид станка
Рис. 2
|
|||||
|
Преимущества перед известными аналогами Отсутствие редукторов, отсутствие кондукторных втулок, более короткое оригинальное сверло, оригинальный откос пыли, отсутствие сколов на кромках сверленых отверстий |
|||||
|
Стадия освоения Внедрено в производство |
|||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||||
|
Технико-экономический эффект Увеличение производительности в 2,5 раза |
|||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||
|
Дата поступления материала 03.12.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии