ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 31-095-03 |
|||
|
Наименование проекта Г- образный прихват |
|||
|
Назначение Автоматизация отвода зажимного элемента прихвата |
|||
|
Рекомендуемая область применения Фрезерно-расточные и сверлильные станки |
|||
|
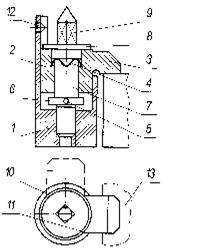
Описание Результат проведения научно-исследовательской работы. Предлагаемое устройство (фиг. 1) включает корпус 1, в цилиндрической полости которого с возможностью осевого перемещения установлен цилиндрический Г-образный зажимной элемент 2, с прижимом 3. В полости зажимного элемента расположена пружина сжатия 4, поджимающая его к зафиксированному штифтом 5 торцевому упору 6 винта 7, проходящего через центральное отверстие зажимного элемента и резьбовой частью входящего в резьбовое отверстие корпуса. Винт снабжен фланцем 8 и головкой под ключ 9. Таким образом зажимной элемент расположен между торцевым упором 6 и фланцем 8. Причем высота цилиндрического зажимного элемента меньше осевого размера между торцевым упором и фланцем на величину рабочего зазора, определяемого исходя из условий обеспечения нормальной работоспособности прихвата и составляющего, например, 0,5. ..2,0 мм. В корпусе выполнены упоры 10 и 11, оформленные в виде специального выреза и служащие для ограничения поворота зажимного элемента относительно корпуса в рабочем и нерабочем положении. Вид, размеры и жесткость пружины сжатия определяются особенностями функционирования прихвата. Пружина может быть любой конструкции, например спиральной, тарельчатой, прорезной или в виде волнистой пружинной шайбы, как это показано на фиг. 1. В верхней части корпуса Г-образного прихвата предусмотрен стопорный винт 12, предохраняющий винт 7 от полного вывинчивания и выпадения вместе с зажимным элементом 2, пружиной 4 и торцевым упором 6 из корпуса. Место сопряжения фланца 8 и зажимного элемента выполнено в виде замка, предохраняющего внутреннюю полость зажимного элемента от попадания стружки и технологической жидкости. Г-образный прихват крепится на базовой плите приспособления любым известным способом таким образом, чтобы в рабочем положении прижим находился над закрепляемой поверхностью заготовки 13, а в нерабочем - полностью открывал доступ к ней. Устройство работает следующим образом. В исходном положении, после установки очередной заготовки 13, ключ предельного момента, установленный в шпинделе станка с ЧПУ, по программе подводится к головке 9 винта 7 и сопрягается с ней. Далее вращением шпинделя по часовой стрелке винт начинает ввинчиваться в резьбовое отверстие корпуса. В результате действия момента трения, возникающего между торцевым упором и торцом зажимного элемента, последний увлекается в направлении вращения винта 7 и поворачивается до касания прижима с упором. При этом прижим останавливается в рабочей зоне над закрепляемой заготовкой 13. При необходимости торцевой упор дополнительно снабжается прокладкой из фрикционного материала или его рабочая поверхность выполняется в форме, способствующей повышению момента трения между торцевым упором 6 и торцом зажимного элемента.
|
|||
|
Преимущества перед известными аналогами Компактность и надежность закрепления |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Автоматизация процесса закрепления и раскрепления деталей. Экономический эффект 70,0 тыс. рублей |
|||
|
Возможность передачи за рубеж За рубеж не передаётся |
|||
|
Дата поступления материала 17.12.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии