ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-112-03 |
|
Наименование проекта Способ токарной копировальной обработки конусных поверхностей деталей машин |
|
Назначение Механическая обработка конических поверхностей двухкромочным резцом на токарно-копировальном станке |
|
Рекомендуемая область применения Металлорежущее производство |
|
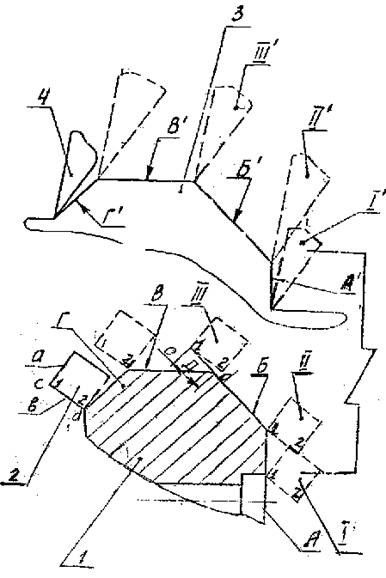
Описание Результат выполнения технологической разработки. Принцип любой токарной копировальной обработки заключается в том, что траектория перемещения резца идентична траектории перемещения щупа копировального устройства и таким образом воспроизводит на заготовке профиль копира. При этом невозможно обработать одновременно за один проход поверхности с достаточно большим встречным углом взаимного расположения, например, конусные поверхности, обращенные основаниями одна к другой, из-за необходимости уменьшения угла при вершине резца до недопустимых по условиям прочности значений. Обработку таких поверхностей можно производить двухкромочным резцом по способу, разработанному на Брянском автозаводе. Этот способ обеспечивает при одном проходе смену кромок резца за счет изменения формы копира по сравнению с формой обрабатываемой поверхности.
Рис. Способ токарной копировальной обработки конусных поверхностей. Заготовку 1 (см. рисунок) обрабатывают резцом 2, содержащим квадратную неперетачиваемую пластину с двумя режущими кромкамиaиb, свободными от элементов крепления, и, соответственно, с двумя свободными вершинами с иd. Движение резцу относительно вращающейся заготовки задается гидросуппортом станка от копира 3, с рабочей поверхностью которого взаимодействует игла 4 гидрощупа. Вначале резец подводят к заготовке (положение резца i, соответствующее положению иглы щупа i i). При движении резца вверх до положенияii(положение иглы ii i) происходит подрезание торца А режущей кромкой резца а, что обеспечивается движением иглы щупа по поверхности А i копира. Этой же кромкой резца обрабатывается конусная поверхность заготовки Б, но соответствующая поверхность Б i копира выполнена длиннее образующей конуса Б обрабатываемой детали на величину Д, обеспечивающую выход вершиныdна уровень наружного диаметра обрабатываемой детали (положениеiii). Величина эта зависит от конструктивных параметров детали и резца. При дальнейшем горизонтальном перемещении иглы по поверхности копира В i происходит обработка наружной поверхности В детали уже другой кромкой резца b (соответственно вершинойd). Этой же кромкой обрабатывается и обратная коническая поверхность Г. Использование описанного способа токарной обработки и конструкции устройства обеспечивают производительную однопроходную обработку деталей типа шестерен, фланцев, ступенчатых валов и т.п |
|
Преимущества перед известными аналогами Особенности конструкции резца и технология обработки |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение качества обработки, производительности труда в 1,8 раза |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 16.09.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии