ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-074-03 |
||||||||||
|
Наименование проекта Способ получения непрерывных деформированных полых заготовок из измельченного металла и устройство для его осуществления |
||||||||||
|
Назначение Повышение эффективности процесса деформации смеси металла |
||||||||||
|
Рекомендуемая область применения Получение непрерывных деформированных полых заготовок из измельченного металла и расплава |
||||||||||
|
Описание
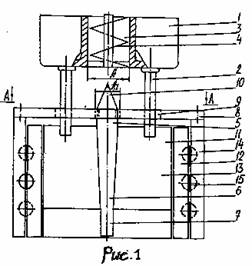
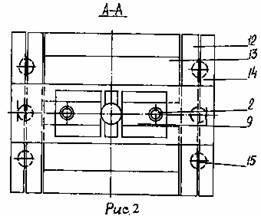
Результат выполнения конструкторской разработки. На рис.1 показан внешний вид заявляемого устройства, а на рис.2 - сечение А-А на рис.1. Устройство для получения непрерывных деформированных полых заготовок из измельченного металла на фиг.1 и 2 состоит из разливочной емкости 1 с дозирующим средством и погружными стаканами 2, емкости 3 с измельченным металлом и дозатором 4 в виде шнека, центрального стержня 5 с конической верхней 6 и калибровочной нижней зоной 7, установленного на платформе 8 с двумя окнами 9, колпака 10, водоохлаждаемого кристаллизатора 11 с двумя вертикальными стенками 12 и двумя наклонными в верхней части стенками 13, неподвижных прижимных вертикальных плит 14 с подшипниками 15. Перед заливкой расплава и засыпкой измельченного металла в нижнюю часть кристаллизатора 11 устанавливается специальное приспособление - затравка, предотвращающая проникновение металлов за пределы кристаллизатора и обеспечивающая центрирование центрального стержня 5. Способ осуществляется заявляемым устройством следующим образом. Жидкий металл из разливочной емкости 1 при помощи дозирующего средства поступает в кристаллизатор 11 через погружные стаканы 2, проходящие через окна 9 в платформе 8, с двух сторон между центральным стержнем 5 и вертикальными стенками 12. Одновременно из емкости 3 с помощью дозатора 4 в виде шнека производится засыпка измельченного металла по центру кристаллизатора. После достижения определенного уровня металла включается привод кристаллизатора 11. В результате вертикальные стенки 12, установленные на плоском подшипнике 15 и неподвижных прижимных вертикальных плитах 14, совершают возвратно-поступательное движение с выталкиванием полой заготовки, а наклонные в верхней части стенки 13 совершают вращательное движение с обжатием смеси на конической верхней зоне 6 центрального стержня 5 и калиброванием поверхности полой заготовки на калибровочной нижней зоне 7 стержня. Колпак 10, установленный сверху центрального стержня 5, исключает скапливание измельченного металла на платформе 8.
|
||||||||||
|
Преимущества перед известными аналогами Повышение качества поверхности и внутренней структуры заготовок при одновременной эффективной работе устройства |
||||||||||
|
Стадия освоения Способ (метод) проверен в лабораторных условиях |
||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||||||
|
Технико-экономический эффект Годовой экономический эффект 15 тыс. рублей |
||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||
|
Дата поступления материала 09.07.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии