ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-065-03 |
|||||||||||
|
Наименование проекта Способ получения непрерывно-литых деформированных биметаллических заготовок |
|||||||||||
|
Назначение Для улучшения качества поверхности и внутренней структуры биметаллической заготовки |
|||||||||||
|
Рекомендуемая область применения Металлургия |
|||||||||||
|
Описание
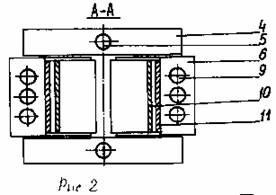
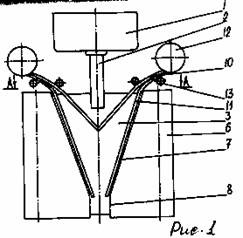
Результат выполнения технологической разработки. На рис.1 показан внешний вид установки для реализации заявляемого способа; на рис.2 - сечение А-А на рис.1. Установка состоит из разливочной емкости 1 со средством для дозирования металла 2, кристаллизатора 3 с двумя парными вертикальными гранями 4 с водоохлаждаемыми каналами 5 и двумя парными гранями 6 с наклонным верхним участком 7 и вертикальным нижним участком 8 с водоохлаждаемыми каналами 9, двух лент 10, выполненных из металла, однородного разливаемому, и двух лент 11, выполненных из металла, инородного разливаемому, механизмов подачи лент 12, направляющих роликов 13. Предварительно на механизмы подачи лент 12 (барабаны) одновременно наматываются ленты 10 и 11, концы которых вводятся в кристаллизатор 3. Ленты 10 при помощи направляющих роликов 13 сводятся к центру кристаллизатора, а ленты 11 вводятся вдоль поверхностей наклонных верхних участков 7 граней 6. Включается подача воды в водоохлаждаемые каналы 5 и 9 граней. Способ осуществляется следующим образом. Вдоль поверхности каждой из двух граней 6 с наклонным верхним участком 7 вводятся в кристаллизатор 3 ленты 11 из металла, инородного разливаемому, до вертикального нижнего участка 8. После этого вводится затравка, которая обеспечивает прижатие концов лент 11 к поверхности граней 6. Одновременно с подачей лент 11 с механизмов подачи происходит подача лент 10 до момента их сведения в центре кристаллизатора. В дальнейшем при помощи стопора, имеющегося в разливочной емкости 1, через средство для дозирования металла 2 расплав, минимально перегретый над температурой ликвидус, поступает в кристаллизатор и заполняет его. После достижения жидким металлом определенного уровня заливки, формирования корочки заготовки и погружения в расплав сведенных в центре кристаллизатора лент 10 кристаллизатор 3 включают в работу. В результате две парные вертикальные грани 4 совершают возвратно-поступательное движение с проталкиванием затравки и биметаллической заготовки, а две парные грани 6 совершают вращательное движение с обжатием основного металла и металла лент 11 на наклонном верхнем участке 7 и калиброванием поверхности биметаллической заготовки на вертикальном нижнем участке 8. Одновременно с работой кристаллизатора 3 осуществляется подача лент 10 и 11 с механизмов подачи 12 через направляющие ролики 13. Регулировка скорости движения заготовки осуществляется изменением числа оборотов привода граней кристаллизатора и перемещением стопора в разливочной емкости 1.
|
|||||||||||
|
Преимущества перед известными аналогами Повышение прочности получаемых заготовок |
|||||||||||
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||||||||||
|
Технико-экономический эффект Повышение прочности на 25% |
|||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||||||||
|
Дата поступления материала 15.07.2003 |
|||||||||||
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии