ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-061-03 |
|||||||||
|
Наименование проекта Способ получения непрерывно-литых заготовок из деформируемого металла и устройство для его осуществления. |
|||||||||
|
Назначение Для создания высокопроизводительного процесса получения непрерывно-литых заготовок из деформируемого металла. |
|||||||||
|
Рекомендуемая область применения Непрерывная разливка с деформацией металла. |
|||||||||
|
Описание
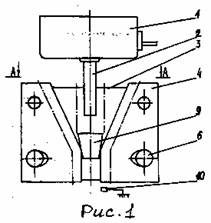
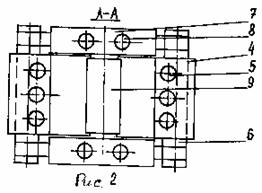
Результат выполнения технологической разработки. На рис.1 приведен внешний вид заявляемого устройства, на рис.2 - сечение А-А рис.1. Заявляемое устройство на рис.1 и 2 состоит из разливочной емкости 1 с погружным разливочным стаканом 2, вертикального кристаллизатора 3 с первой парой расширяющихся в верхней части стенок 4 с продольными водоохлаждаемыми каналами 5, двух эксцентриковых параллельных горизонтальных валов 6, стенок 7 второй пары кристаллизатора с продольными водоохлаждаемыми каналами 8, затравки 9 и датчика 10 скорости движения заготовки. Пример осуществления способа. В кристаллизатор 3 устанавливается затравка 9 и включается подача охлаждающей воды в каналы 5 первой пары расширяющихся в верхней части стенок 4 и в каналы 8 стенок 7 второй пары кристаллизатора. Включается привод двух эксцентриковых параллельных горизонтальных валов 6, в результате чего стенки 4 первой пары совершают вращательные движения с обжатием и захватыванием затравки 9, а стенки 7 второй пары совершают возвратно-поступательные движения с проталкиванием затравки 9 через весь кристаллизатор. После достижения стенками 4 и 7 рабочей скорости в кристаллизатор 3 вослед затравке 9 подают расплав из разливочной емкости 1 через погружной разливочный стакан 2. Скорость выходящей из кристаллизатора заготовки регистрируется датчиком 10 с системой автоматического регулирования числа оборотов двух эксцентриковых параллельных горизонтальных валов 6. После получения заготовки определенной длины при первоначальном зафиксированном уровне заливки расплава приступают к получению заготовок при более высоком уровне заливки. В результате уменьшения скорости разливки заготовок изменяется сигнал, поступающий в систему автоматического регулирования числа оборотов валов 6, с последующим увеличением скорости вращательного движения стенок 4 первой пары и скорости возвратно-поступательного движения стенок 7 второй пары кристаллизатора до выравнивания скорости разливки заготовок с первоначальной. Уменьшение уровня расплава в кристаллизаторе по причине нарушения технологии разливки и соответствующее увеличение скорости выходящей заготовки приводит к отклонению числа оборотов двух эксцентриковых параллельных горизонтальных валов 6 и скорости вращательного движения стенок 4 первой пары в сторону уменьшения до выравнивания скорости разливки заготовок с первоначальной.
|
|||||||||
|
Преимущества перед известными аналогами Высокопроизводительность процесса получения непрерывно-литых заготовок. |
|||||||||
|
Стадия освоения Способ (метод) проверен в лабораторных условиях |
|||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||||||||
|
Технико-экономический эффект Снижение трудоемкости и повышение производительности труда в 3 раза. |
|||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||||||
|
Дата поступления материала 16.05.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии