ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-058-03 |
|||
|
Наименование проекта Устройство для получения непрерывнолитых заготовок из деформируемого металла. |
|||
|
Назначение Для повышения стабильности и производительности процесса получения заготовок. |
|||
|
Рекомендуемая область применения Металлургия. |
|||
|
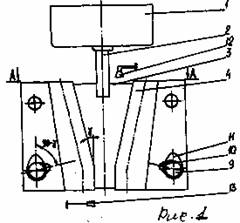
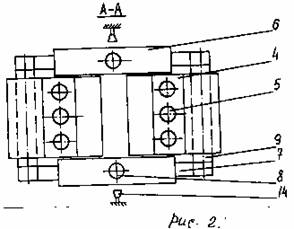
Описание Результат выполнения конструкторской разработки. На рис.1 изображен внешний вид устройства для получения непрерывнолитых заготовок, на рис.2 - разрез А-А на рис.1. Заливаемое устройство для получения непрерывнолитых заготовок из деформируемого металла состоит из разливочного ковша 1 со стаканом 2, вертикального кристаллизатора 3 с рабочими стенками 4 первой пары со сквозными каналами 5 для прохода воды и рабочими стенками 6 второй пары с приводом 7 и сквозными каналами 8, эксцентриковых параллельных горизонтальных валов 9 со средним участком с эксцентриком 10 и двух крайних участков с эксцентриком 11, оптического датчика 12, датчика 13 скорости движения заготовки и датчика 14 толщины заготовки с системой автоматического регулирования числа оборотов эксцентриковых параллельных горизонтальных валов. Работа устройства для получения непрерывнолитых заготовок из деформируемого металла осуществляется следующим образом. В кристаллизатор 3 устанавливается затравка, предотвращающая выливание расплава. Включается подача воды в каналы 5 стенок 4 первой пары и в каналы 8 стенок 6 второй пары. Включается привод эксцентриковых валов 9 с одновременной подачей расплава из разливочного ковша 1 через стакан 2 в кристаллизатор 3. При этом стенки 4 первой пары, установленные на среднем участке эксцентрикового вала 9 с эксцентриком 10, совершают вращательное движение с обжатием затравки и заготовки. Стенки 6 второй пары, связанные приводом 7 с крайними участками вала 9 с эксцентриком 10, совершают возвратно-поступательное движение с выталкиванием заготовки из кристаллизатора. Оптический датчик 12 и датчики 13 и 14 получают сигналы с преобразованием их соответственно в уровень заливки расплава, скорость движения заготовки и ее толщину, а система автоматического регулирования числа оборотов валов 9 поддерживает скорость движения заготовки, равной первоначальной заданной скорости.
|
|||
|
Преимущества перед известными аналогами Повысилась надежность работы устройства. |
|||
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Повышение производительности труда в 1,5 раза. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 20.06.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии