ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 70-080-03 |
|||
|
Наименование проекта Способ гидроабразивной обработки сквозных каналов |
|||
|
Назначение Повышение производительности труда при обработке каналов, выполненных в деталях |
|||
|
Рекомендуемая область применения Предприятия металлообработки, машиностроительной промышленности и других отраслей |
|||
|
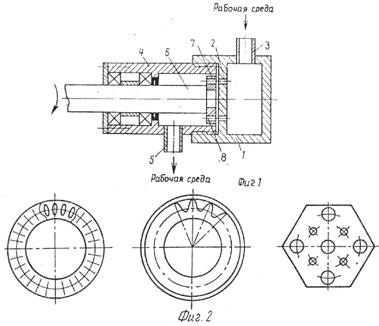
Описание Результат выполнения технологической разработки При обработке сквозных каналов, выполненных в деталях, на обрабатываемую поверхность подают под избыточным давлением рабочую среду и возбуждают в ней импульсные колебания за счет прокачки жидкости через внутренние каналы ротора и статора, установленные с возможностью совмещения, причем в качестве ротора берут обрабатываемую деталь, статор берут с каналами, поперечные сечения которых идентичны поперечным сечениям каналов обрабатываемой детали, а рабочую среду подают со стороны статора. На фиг. 1 изображен роторный аппарат. реализующий способ; на фиг. 2 - примеры конфигураций обрабатываемых деталей. Роторный аппарат состоит из статора 1 с каналами 2 и патрубками 3 входа рабочей среды, корпуса 4 с патрубками 5 выхода среды. В корпусе 4 установлен вал 6 с установленной на нем деталью 7 с обрабатываемыми каналами 8. Роторный аппарат работает следующим образом. Рабочая среда подается в аппарат черёз входной патрубок 3, проходит через каналы статора 2 и обрабатываемые каналы 8 в детали 7 и выводится из аппарата через выходной патрубок 5. Вследствие вращения обрабатываемой детали 7, которая выполняет функцию ротора, обрабатываемые каналы 8 периодически совпадают с каналами статора 2. В обрабатываемых каналах возбуждаются импульсы давления и разрежения, вызывающие интенсивную акустическую кавитацию в каналах деталей. Высокая степень турбулизации потока ввиду большой скорости движения жидкости в обрабатываемых каналах, вызванная не только прокачкой среды через каналы, но и вращением самой детали, инициирует также гидродинамическую кавитацию в каналах детали. Кроме того, на, обрабатываемую поверхность канала действует не только промодулированный поток гидроабразивной среды, но и ударное воздействие потока и абразивных частиц, вызванное пересечением потока обрабатываемыми каналами. На абразивную частичку потока будут постоянно действовать движущая сила потока, центробежная и кориолисова силы. Под действием этих сил частица будет двигаться вихреобразно по всей длине обрабатываемого канала ротора. В силу этого время пребывания частички в обрабатываемом канала увеличивается за счет увеличения траектории движения. Следовательно, частичка гидроабразивного потока сможет обрабатывать большую поверхность канала. Все эти факторы повышают эффективность обработки, а следовательно, и производительность труда. Особенно этот способ эффективен при обработке деталей с большим количеством каналов малого поперечного сечения, так как обработке могут подвергаться сразу все каналы, имеющиеся в детали.
|
|||
|
Преимущества перед известными аналогами Отличается тем, что в качестве ротора берут обрабатываемую деталь, статор берут с каналами, поперечные сечения которых идентичны поперечным сечениям каналов обрабатываемой детали, а рабочую среду подают со стороны статора |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект На 20-30% повышается производительность труда при обработке сквозных каналов |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 04.08.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии