ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 70-079-03 |
|||
|
Наименование проекта Способ гидроабразивной обработки сквозных каналов |
|||
|
Назначение Повышение производительности труда при обработке каналов диаметра в деталях |
|||
|
Рекомендуемая область применения Предприятия металлообработки, машиностроительной промышленности и других отраслей |
|||
|
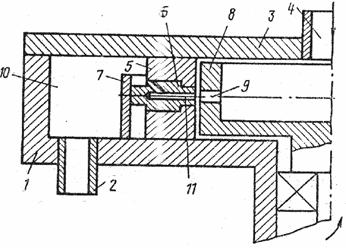
Описание Результат выполнения технологической разработки При обработке каналов деталей путем прокачки через полость детали гидроабразивной жидкости, в которой генерируются ультразвуковые колебания, обработку осуществляют роторным аппаратом, в статоре которого устанавливают обрабатываемые детали так, что каналы детали используют как каналы статора. На чертеже изображен роторный аппарат, реализующий способ. Роторный аппарат состоит из корпуса 1 с патрубком 2 выхода, крышки 3 С коаксиально расположенным патрубком 4 входа, крышка 3 скреплена с корпусом 1, В статор 5 установлены обрабатываемые детали 6 в боковых стенках, камеру 10 озвучивания, образованную корпусом 1, крышкой 3 и статором 5. Роторный аппарат работает следующим образом, Гидроабразивная жидкость подается насосом через патрубок 4 в полость ротора 8, через каналы 9 в роторе и отверстия 11 в обрабатываемых деталях 6, установленных в статоре 5, проходит в камеру 10 озвучивания и выводится из устройства через патрубок 2. Вследствие вращения ротора 8 каналы 9 совпадают с отверстиями 11 в обрабатываемых деталях 6. В жидкости, находящейся в каналах 9, возбуждаются акустические колебания, вызывающие акустическую кавитацию в малых объемах каналов. Так как в каналах гидроабразивная жидкость приобретает высокую скорость и меняет направление истечения, то возникает интенсивная гидродинамическая кавитация» Кавитация играет решающую роль при обработке внутренних полостей деталей. Кроме кавитационного разрушения, происходит также обработка абразивными зернами. Процесс существенно интенсифицируется при создании гидродинамического давления в пределах 0,15-0,3 Мпа.
|
|||
|
Преимущества перед известными аналогами Отличеется тем, что детали устанавливают непосредственно в выполненное в статоре посадочное отверстие, при этом ось канала статора совмещают с осью обрабатываемого канала |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект На 26 % повышается производительность труда при обработке каналов малого диаметра в деталях |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 04.08.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии