ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 70-065-03 |
|||||||||
|
Наименование проекта Сверло для контроля износа режущей кромки в процессе резания |
|||||||||
|
Назначение Контроль состояния режущих кромок сверла в процессе резания и повышения их стойкости. |
|||||||||
|
Рекомендуемая область применения Предприятия металлобработки, станкостроительной промышленности, машиностроения и других отраслей. |
|||||||||
|
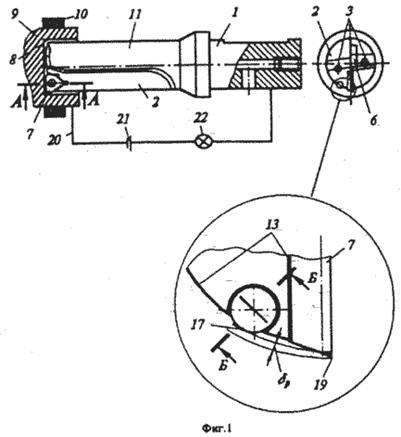
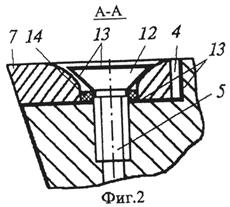
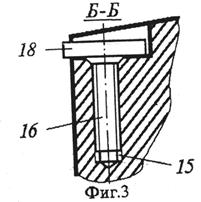
Описание Результат выполнения технологической разработки Сверло, содержит корпус со стружечными канавками и отверстиями для подвода смазывающе-охлаждающей жидкости, две асимметрично расположенные относительно оси корпуса сменные многогранные режущие пластины, установленные в базирующих гнездах, и винты для их крепления, при этом одна из сменных многогранных режущих пластин расположена на периферии корпуса и предназначена для формирования поверхности обрабатываемого отверстия, снабжено диэлектрическими эластичными втулками и контрольным винтом, установленным с возможностью включения в электрическую цепь с обрабатываемой деталью на торце корпуса за периферийной сменной многогранной режущей пластиной параллельно оси корпуса с радиальным смещением наружной точки его головки относительно точки периферийной сменной режущей пластины, формирующей цилиндрическую поверхность обрабатываемого отверстия, равным величине допустимого износа сверла, при этом на поверхности рабочей части корпуса, базирующих гнезд и головки винтов крепления сменных многогранных режущих пластин нанесено диэлектрическое износостойкое покрытие, а указанные диэлектрические эластичные втулки размещены под головками винтов крепления. На фиг. 1 представлено сверло, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Сверло включает в себя корпус 1 со стружечными канавками 2 и отверстиями 3 для подвода СОЖ. В гнездах 4 корпуса 1 винтами 5 закреплены режущие пластины 6 и 7. Режущая центральная пластина 6 в процессе резания обеспечивает съем металла у оси отверстия, а режущая периферийная пластина 7 формирует наружную цилиндрическую поверхность 8 отверстия в изделии 9, изолированном от массы станка диэлектрическими прокладками гнезд 10. На рабочую часть 11 корпуса 1 сверла, поверхности гнезд 4 и головки 12 винтов 5 нанесено диэлектрическое износостойкое покрытие 13, например керамическое. Под головками 12 винтов 5 беззазорно установлены втулки 14 из диэлектрического эластичного материала, например резины. На торце рабочей части 11 корпуса 1, за периферийной режущей пластиной 7 в резьбовом отверстии 15 установлен контрольный винт 16 из токопроводящего материала. Контрольный винт 16 установлен таким образом, что радиальный зазор р между наружной точкой 17 его головки 18 и точкой 19 режущей пластины 7, формирующей наружную цилиндрическую поверхность 8 отверстия, равен величине допустимого износа. Изделие 9 и корпус 1 сверла подключены в замкнутую электрическую цепь 20, в которую для регистрации ее замыкания включены источник питания 21 и сигнальная лампа 22. Работа, сверла осуществляется следующим образом. Сверло устанавливается на станке, система охлаждения которого заполнена СОЖ с высоким значением электрического сопротивления, подключается к замкнутой электрической цепи 20, и включается источник питания 21. При вступлении сверла в работу возникает контакт между режущими пластинами 6 и 7 и изделием 9, а стружечные канавки 2 заполняются стружкой, вымываемой из них и образуемого отверстия потоками СОЖ под давлением, однако электрическая цепь 20 остается разомкнутой, т.к. рабочая часть 11 и режущие пластины 6 и 7 изолированы от корпуса 1 сверла с помощью диэлектрического покрытия 13. По мере работы сверла его режущие пластины 6 и 7 изнашиваются. Интенсивность износа центральной 6 и периферийной 7 режущих пластин различна. В большей мере изнашивается периферийная режущая пластина 7, лежащая на большем радиусе и, следовательно, находящаяся под действием максимальных скоростей и температур резания. Именно этим объясняется достаточность применения только одного контрольного винта 16, расположенного за периферийной режущей пластиной 7. Сверла, оснащенные режущими твердосплавными СМП, изнашиваются по задней поверхности и уголкам. Лимитирующим является износ по уголкам, однако исходя из простоты и удобства ручного контроля за критерий затупления режущих пластин для сверл, контролируемых после прерывания процесса резания, принят оптимальный износ, по задней поверхности. В данном случае, когда контроль состояния режущих кромок сверла осуществляется в процессе резания автоматически, за критерий затупления принят лимитирующий износ режущей пластины 7, т.е. износ по уголкам. Частицы стружки и продукты износа, образующие токопроводящую грязь, заполняют зазоры в узлах крепления режущих пластин 6 и 7. Однако благодаря изолирующему покрытию головок 12 крепежных винтов 5 и применению диэлектрических эластичных втулок 14 замыкания электрической цепи 20 также не происходит до тех пор, пока износ уголка режущей пластины 7 не достигнет величины допустимого, и в контакт со стенками 8 отверстия вступит головка 18 токопроводящего контрольного винта 16. Изоляция режущих пластин 6 и 7 от массы станка, необходимая для контроля состояния режущих кромок сверла в процессе резания, попутно приводит к разрыву внешней цепи термотоков, возникающих при резании металлов и токопроводящих материалов токопроводящим режущим инструментом и циркулирующих по контуру станок-инструмент-изделие-станок.
|
|||||||||
|
Преимущества перед известными аналогами Снабжено диэлектрическими эластичными втулками и контрольным винтом, установленным с возможностью включения в электрическую цепь с обрабатываемой деталью на торце корпуса за периферийной сменной многогранной режущей пластиной. |
|||||||||
|
Стадия освоения Внедрено в производство |
|||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||||||||
|
Технико-экономический эффект На 18% повышается стойкость режущих кромок сверла. |
|||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||||||
|
Дата поступления материала 12.08.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии