ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-076-03 |
|||
|
Наименование проекта Способ получения непрерывных деформированных биметаллических заготовок и установка для его осуществления |
|||
|
Назначение Создание высокопроизводительного и ресурсосберегающего процесса получения биметаллических заготовок |
|||
|
Рекомендуемая область применения Получение деформированных биметаллических заготовок |
|||
|
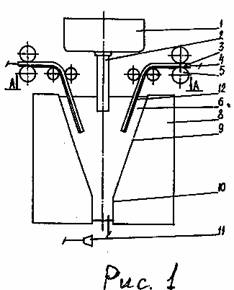
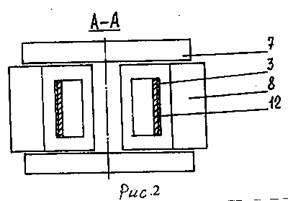
Описание Результат выполнения конструкторской разработки. На рис.1 приведен внешний вид заявляемой установки, на рис.2 - сечение А-А рис.1. Заявляемая установка на фиг.1 и 2 состоит из разливочной емкости 1 со средством для дозирования металла 2, лент-электродов 3 с покрытием 12 с токоподводами 4, механизмов 5 подачи лент-электродов, кристаллизатора 6 с двумя парными вертикальными стенками 7 и двумя парными стенками 8 с наклонным верхним участком 9 и вертикальным нижним участком 10, датчика 11 скорости движения заготовки. Датчик 11 подключен в систему автоматизированного управления скоростью получения заготовок. Снаружи лент-электродов 3 нанесено покрытие 12 из неэлектропроводного материала 12. Способ реализации заявляемой установки осуществляется следующим образом.
|
|||
|
Преимущества перед известными аналогами Улучшение качества поверхности и внутренней структуры биметаллической заготовки |
|||
|
Стадия освоения Способ (метод) проверен в лабораторных условиях |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Годовой экономический эффект - 15 тыс. рублей |
|||
|
Возможность передачи за рубеж За рубеж не передаётся |
|||
|
Дата поступления материала 07.07.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии