ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 70-063-03 |
|||||||||||||||||||
|
Наименование проекта Резец для контроля износа режущих кромок в процессе резания |
|||||||||||||||||||
|
Назначение Расширение технологических возможностей и области применения при обработке изделий по методу автоматического получения размеров на универсальных станках с ручным управлением, станках-полуавтоматах и станках с ЧПУ. |
|||||||||||||||||||
|
Рекомендуемая область применения Предприятия металлообработки, станкостроительной промышленности, машиностроения и других отраслей. |
|||||||||||||||||||
|
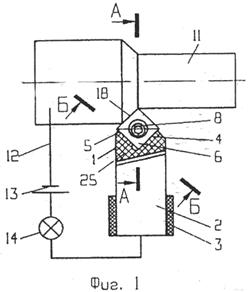
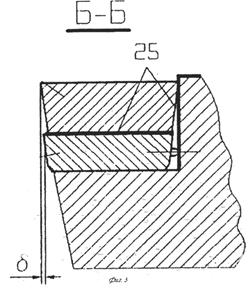
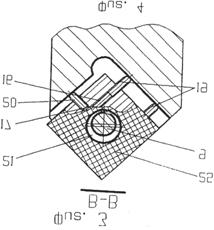
Описание Результат выполнения технологической разработки Резец для контроля износа режущих кромок в процессе резания, содержащий размещенные в гнезде головки корпуса сменную многогранную режущую пластину и сменную многогранную токопроводящую опорную пластину с центральным отверстием, включенную в электрическую цепь с обрабатываемой деталью и установленную эксцентрично относительно режущей пластины, при этом головка корпуса, упорные поверхности гнезда головки корпуса, поверхность центрального отверстия опорной пластины и поверхность опорной пластины, контактирующая с режущей пластиной, имеют диэлектрическое покрытие, снабжен ступенчатым винтом с поверхностями цилиндрической и конической формы, головка которого предназначена для взаимодействия со стенкой выполненного в режущей пластине центрального тороидального отверстия и втулкой из эластичного материала, установленной в выемке центрального отверстия, выполненного в опорной пластине, и образующей беззазорное соединение с конической поверхностью винта, при этом режущая пластина выполнена, токопроводящей или диэлектрической, в опорной пластине выполнены резьбовые отверстия, оси которых расположены параллельно главной секущей плоскости и главной режущей кромке и в которых установлены регулировочные винты, предназначенные для контактирования с упорными поверхностями гнезда головки корпуса, а на головку цилиндрическую и коническую поверхности винта нанесено диэлектрическое покрытие. На фиг. 1 представлена схема контроля износа режущих кромок резца; на фиг. 2 -. сечение А-А на фиг. 1; на фиг. 3 -сечение Б-Б на фиг. 2 и на фиг. 4 - сечение В-В на фиг. 2. Резец для контроля износа режущих кромок в процессе резания включает в себя головку 1 и державку 2 корпуса, изолированного от массы станка прокладками 3, В гнезде головки 1, имеющем упорные поверхности 4 и 5, размещена режущая пластина 6, выполненная из любого известного инструментального материала, и токопрово-дящая опорная пластина 7. Режущая пластина 6 прижата к опорной пластине 7 и упорным поверхностям 4 и 5 гнезда головки корпуса в результате взаимодействия головки 8 эксцентрично установленного винта 9 со стенкой центрального тороидального отверстия 10. Изделие 11 и державка 2 корпуса резца подсоединены к электрической цепи 12, в которую для регистрации ее замыкания включены источник питания 13 и сигнальная лампа 14. Опорная пластина 7, по форме подобная режущей пластине 6, имеет центральное отверстие 15 и резьбовые отверстия 16 и 17 с осями, расположенными соответственно параллельно главной секущей плоскости Б-Б и главной режущей кромке 18. В резьбовых отверстиях 16 и 17 опорной пластины 7 установлены регулировочные винты 19 и 20, а в выемке центрального отверстия 15 - втулка 21 из эластичного материала, например резины, образующая беззазорное соединение с конической поверхностью 22 винта 9. На головку 1 корпуса резца, упорные поверхности 4 и 5 головки корпуса, на поверхность центрального отверстия 15 и поверхность 23 опорной пластины 7, контактирующую с режущей пластиной 6, а также на головку 8, цилиндрическую 24 и коническую 22 поверхности винта 9 нанесено диэлектрическое покрытие 25, например керамическое. Крепление опорной пластины 7, как и режущей пластины б, на корпусе резца выполняется тем же эксцентрично установленным винтом 9 в результате взаимодействия: его конической поверхности 22 с центральным отверстием 26 втулки 21. Сборка резца осуществляется следующим образом. Вначале производят настройку, которая заключается в установке взаимного положения режущей 6 и опорной 7 пластин. Взаимное положение режущей и опорной 7 пластин определяется видом обработки, размерами обрабатываемого изделия, техническими требованиями к нему и т.д. Например, при черновой токарной обработке хрупких металлов, характеризующейся значительной площадью сечения срезаемого слоя, когда не предъявляется жестких требований к точности размеров, достаточно выполнить настройку режущей 6 и опорной 7 пластин только в направлении главной секущей плоскости Б-Б, т.к. при - этом максимум износа будет находиться на некотором удалении от вершины резца. Для этого с помощью регулировочных винтов 19 настраивают смещение , которое определяется в зависимости от допустимого, износа главной задней поверхности. Вообще говоря, токарный резец - инструмент универсальный в том смысле, что пригоден для обработки различных поверхностей тел вращения разных размеров. При этом величина смещения режущей 6 и опорной 7 пластин при равном допустимом износе режущей пластины и прочих равных условиях зависит от диаметральных размеров обрабатываемого изделия. Поэтому при переходе от обработки одного изделия к другому требуется перестройка взаимного положения режущей 6 и опорной 7 пластин, которую выполняют с помощью регулировочных винтов 19. При чистовой обработке, характеризующейся малой площадью сечения срезаемого слоя, когда к точности размеров и качеству обработанной поверхности предъявляются жесткие требования, настройку взаимного положения режущей 6 и опорной 7 пластин необходимо выполнить в направлении, параллельном главной режущей кромке резца, т.к. максимум износа в этом случае будет на вершине. Для этого с помощью регулировочных винтов 20 настраивают смещение р, измеряемое в направлении, перпендикулярном к обрабатываемой поверхности заготовки, которое определяется в зависимости от допустимого размерного износа режущей 6 пластины резца. В общем случае, характеризующимся, с одной стороны, сравнительно большими площадями среза и, с другой - достаточно жесткими требованиями к точности размеров и качеству поверхности обрабатываемого изделия, необходимо выполнить настройку режущей 6 и опорной 7 пластин одновременно в двух направлениях - со смещением в направлении главной секущей плоскости Б-Б и со смещением р в направлении, перпендикулярном к обработанной поверхности заготовки. Для этого вначале, с помощью регулировочных винтов 19, настраивают смещение и затем, с помощью регулировочных винтов 20, - смещение р. Затем настроенную опорную пластину 7 и режущую пластину 6 размещают в гнезде головки 1 корпуса и производят их крепление винтом 9. Для предохранения от повреждения отверстия 26 втулки 21, а также для беспрепятственного попадания резьбы винта 9 в резьбу корпуса резца наружный диаметр резьбы винта выполнен меньшего размера, . чем меньший диаметр конической части, взаимодействующей с втулкой 21 из эластичного материала. По мере затяжки эксцентрично установленного, винта 9 вначале во взаимодействие вступает его коническая поверхность 22 с центральным отверстием 26 втулки 21 из эластичного материала, размещенной в опорной пластине 7. Благодаря этому вступают в контакт наконечники , регулировочных винтов 19 и 20 с упорными . поверхностями 4 и 5 гнезда головки 1 корпуса и осуществляется базирование и крепление опорной пластины. При дальнейшей затяжке винта 9 втулка 21 из эластичного материала деформируется и в контакт с центральным тороидальным отверстием 10 режущей пластины 6 вступает головка 8 винта 9, прижимающая режущую пластину 6 к упорным поверхностям 4 и 5 гнезда и опорной пластине 7. Таким образом, в окончательно собранном виде режущая 6 и опорная 7 пластины располагаются друг относительно друга со смещениями и р, измеряемыми соотвественно в сечении главной секущей плоскостью Б-Б и в радиальном направлении. Работа резца осуществляется следующим образом. Резец устанавливается на станке, подключается к электрической цепи 12 и включается источник питания 13. Для выполнения чистовой операции установка резца на станке осуществляется таким образом, чтобы получаемые размеры деталей при точении новым, неизношенным резцом с учетом поля рассеяния не выходили за наименьший предельный размер, а при растачивании - за наибольший предельный размер. При вступлении резца в работу возникает контакт между режущей пластиной 6 и заготовкой 11, однако электрическая цепь 12, размещенная между опорной пластиной 7 и заготовкой 11, остается разомкнутой независимо от материала и типа износостойкого покрытия (токопроводящего или диэлектрического) режущей пластины, т.к. режущая пластина 6 изолирована от корпуса резца. Благодаря изоляции головки корпуса резца замыкания электрической цепи не происходит и в результате контакта с ней образующейся при резании стружки. По мере работы резца его режущая пластина изнашивается, а зазоры в узле крепления режущей 6 и опорной 7 пластин заполняются токопроводящей технической грязью. При этом благодаря изоляции головки 8, цилиндрической 24 и конической 22 поверхностей винта 9, поверхности центрального отверстия 15 и поверхности 23 опорной пластины электрическая цепь остается разомкнутой до тех пор, пока износ режущей пластины 6 не достигнет величины, при которой в контакт с заготовкой вступит опорная токопроводящая пластина 7. Изоляция режущей пластины 6 от корпуса инструмента, а значит и массы станка, необходимая для контроля износа режущих кромок резца в процессе резания, попутно приводит к разрыву внешней цепи термотоков, возникающих при резании металлов и токопроводящих материалов токопроводяшим режущим инструментом и циркулирующих по контуру станок-инструмент-изделие-станок.
|
|||||||||||||||||||
|
Преимущества перед известными аналогами Отличается тем, что снабжен ступенчатым винтом с поврхностью цилиндрической и конической формы, головка которого прдназначена для взаимодействия со стенкой выполненного в режущей платине отверстия и втулкой из эластичного материала. |
|||||||||||||||||||
|
Стадия освоения Внедрено в производство |
|||||||||||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||||||||||||||||||
|
Технико-экономический эффект На 27% повышается стойкость режущего инструмента. |
|||||||||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||||||||||||||||
|
Дата поступления материала 12.08.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии