ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 47-070-03 |
|||
|
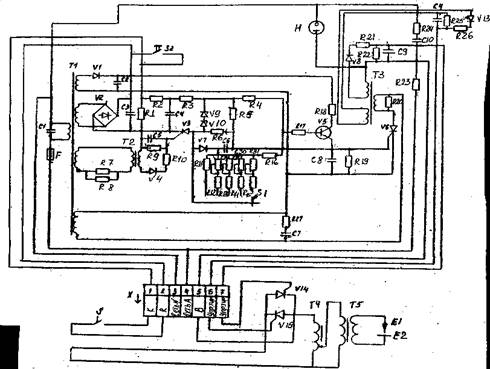
Наименование проекта Электрическая схема установки электронной микросварки |
|||
|
Назначение Приваривание молибденового экрана к выводу лампы |
|||
|
Рекомендуемая область применения Сборка электротехнических изделий |
|||
|
Описание Результат выполнения научно-исследовательской работы. Состоит из блока формирования импульсов, синхронизированных с сетью; блока обработки импульсов; блока формирования длительности импульсов; блока формирования отпирающих импульсов; блока силовых тиристоров и сварочного трансформатора. Блок формирования импульсов состоит из обмоткиivтрансформатора Т 1 (см. схему); трансформатора Т 2; резисторовr7,r9и диодаv 4. Этот блок вырабатывает синусоидальные синхронизированные с промышленной сетью 50Гц импульсы. В блок обработки импульсов входят: обмоткаiiiтрансформатора Т 1; диодный мостv2; конденсаторы С 3,С 1;r1 - r6; тиристорv 3; стабилитроныv9,v10. Блок преобразует поступающие с формирователя импульсы в прямоугольные. Блок формирования длительности импульсов состоит из обмоткиiiтрансформатора Т 1; диодовv1,v7; транзистораv5; конденсаторов С 2, С 6; резисторовr11 - r17,r28 - r31; переключателяs1. Блок формирует прямоугольные импульсы строго определенные по времени. Длительность импульсов зависит от положения движка переключателяs1и должна изменяться в пределах 20, 40, 60, 80, 100 м/сек, так как соответствует одному, двум, трем, четырем и пяти периодам сетевого переменного тока. Блок формирования отрицательных импульсов состоит из обмоткиivтрансформатора Т 1, импульсного трансформатора Т 3; тиристораv6; резисторовr19,r20,r27; конденсаторовc7, С8. Блок формирует отпирающие импульсы для блока силовых тиристоровv14,v15, которые включены по встречно-параллельной схеме. Время открытия тиристоров зависит от длительности отпирающих импульсов, а от этого соответственно, зависит мощность сварочного импульса на сварочном трансформаторе Т. Схема работает следующим образом: между электродами Е1 и Е2 помещают свариваемые детали. Для проведения сварки нажимают на конечный выключательs, при этом на базу транзистораv5подается отпирающий импульс тока, длительность которого задается блоком формирования длительности импульсов. Транзисторv5отпирает тиристорv6и через импульсный трансформатор Т 3 проходит импульс тока, которым отпираются силовые тиристорыv14иv15. Через силовой трансформатор Т 5 и через свариваемые детали пройдет импульс энергии, равный произведениюi·u·t, гдеi - cила тока,u -напряжение,t -время. При прохождении тока через свариваемые детали, в месте стыка происходит их сварка. Величину произведенияi·u можно регулиро-вать автотрансформатором Т 4.
|
|||
|
Преимущества перед известными аналогами Более высокие качество и прочность сварки |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Выход годной продукции возрос в 1,4 раза |
|||
|
Возможность передачи за рубеж За рубеж не передаётся |
|||
|
Дата поступления материала 21.08.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии