ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-093-03 |
|
Наименование проекта Способ электродуговой наплавки поверхностей кромок |
|
Назначение Для автоматической электродуговой наплавки износостойких сплавов на поверхности кромок деталей машин, подверженных абразивному износу, например, ножей землеройных машин, лопастей смесителей, витков шнеков и т.п. |
|
Рекомендуемая область применения Упрочняющая наплавка при изготовлении и ремонте деталей дорожных и строительных машин |
|
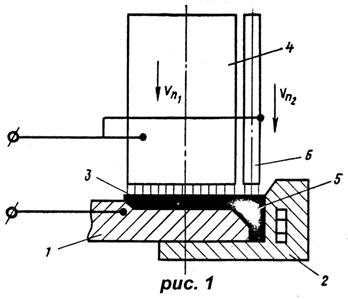
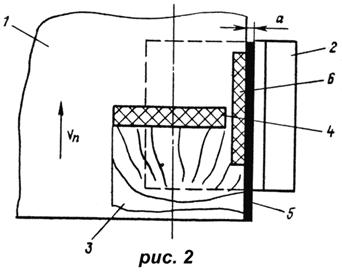
Описание Результат выполнения технологической разработки. Способ электродуговой наплавки поверхностей кромок пластинчатым электродом с принудительным формированием торцовой поверхности кромок (см. рис. 1 и 2) реализуется следующим образом.
Подлежащую наплавке деталь 1 укладывают кромкой на ползун 2 с зазоромa. Поверхность 3 кромки детали 1 наплавляется пластинчатым электродом 4, подаваемым со скоростьюvn1, а поверхность 5 (торец) - пластинчатым электродом 6, подаваемым со скоростьюvn2, причемvn1<>2. Электрическая дуга расплавляет как основной, так и присадочный металлы, при этом последний с торца принудительно формируется водоохлаждаемым ползуном 2. Плоскости широких поверхностей обоих пластинчатых электродов расположены перпендикулярно друг к другу, а широкая поверхность второго дополнительного электрода параллельна торцовой поверхности наплавляемой кромки. Это обеспечивает увеличение производительности процесса за счет повышения коэффициента наплавки и более длительного концентрирующего теплового воздействия электрической дуги второго электрода на торец кромки, чем на остальную наплавляемую поверхность. В результате общее количество основного металла расплавляется и смешивается в меньших объемах, чем при известном способе, благодаря чему и повышается качество наплавленного слоя обеих поверхностей кромки. Была произведена наплавка кромки прямоугольной полосы толщинойd=16 мм без фаски по схеме, показанной на рис. 1,2. В качестве электрода 4 был применен пластинчатый графитовый электрод сечением 40х8 мм, а в качестве электрода 6 - пластинчатый графитовый электрод сечением 20х8 мм. Режим наплавки: полярность - обратная, сила тока - 950-1000 а, напряжение на дуге - 34-36 в, присадочная шихта ПШ-У40х30Ю-П. Зазорaсоставлял 5 мм. Качество наплавленного слоя хорошее, проплавление по торцу кромки - на глубину 16 мм, предварительного снятия фаски не требуется. Описанный способ наплавки поверхностей кромок двумя пластинчатыми взаимно перпендикулярными электродами позволяет повысить производительность процесса в 1,4 раза и увеличить износостойкость деталей в 1,2 раза по сравнению с известным способом наплавки одним пластинчатым электродом. |
|
Преимущества перед известными аналогами Наплавка осуществляется двумя пластинчатыми электродами, расположенными взаимно перпендикулярно |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение производительности труда в 1,4 раза, износостойкости деталей в 1,2 раза. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 05.06.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии