ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-090-03 |
|
Наименование проекта Разработка структуры самообучающейся системы адаптивного управления шероховатостью при механической обработке |
|
Назначение Контроль и управление шероховатостью в процессе механической обработки на отделочных операциях |
|
Рекомендуемая область применения Обработка металлов резанием |
|
Описание Результат выполнения НИР. В настоящее время выпуск конкурентоспособной продукции в машиностроении невозможен без использования современных средств контроля и измерения. Наибольшее распространение получили средства активного контроля линейных размеров, хотя на эксплуатационные свойства деталей машин значительное влияние оказывает также и качество поверхности, одной из основных характеристик которого является шероховатость. Контроль и управление шероховатостью в процессе обработки на отделочных операциях является перспективным направлением в повышении качества выпускаемой продукции. Данная задача может решаться путем применения систем адаптивного управления (САУ), созданных с использованием микропроцессорной техники, что позволяет резко увеличить их возможности и перейти к созданию самообучающихся систем адаптивного управления (ССАУ). Работа ССАУ шероховатостью поверхности заключается в получении математической модели, связывающей условия обработки и качество поверхности, и использовании полученной модели для управления системой по параметру шероховатости. Ввиду того, что в математической модели невозможно учесть все случайные факторы (износ резца, колебание припуска и т.д.), необходимо контролировать шероховатость поверхности в процессе обработки и вносить, если это необходимо, соответствующие поправки в ход процесса. Для того, чтобы «обучить» систему, т.е. получить математическую модель, необходимо иметь определенную базу данных. Так, для обработки партии деталей необходимо вначале обработать пробную деталь - образец. При этом инструмент, его геометрия, материал образца и глубина резания должны быть такие же, как и при обработке последующей партии деталей. Образец разбивается на участки, затем каждый из них автоматически обрабатывается с заданными режимами резания (s=var,v=var) и контролируется шероховатость обработанной поверхности. Данные о входных и выходных параметрах заносятся автоматически в ЭВМ, и получается математическая модель. После этого система готова к работе и способна самостоятельно изменять режимы резания в соответствии с изменениями в ходе технологического процесса. При этом получать информацию о шероховатости обработанной поверхности непосредственно в процессе обработки достаточно трудно и делается это двумя методами: косвенными и прямыми измерениями. Косвенные методы измерения применяются как в нашей стране, так и за рубежом. Прямой метод измерения шероховатости поверхности в нашей стране вообще не используется. На кафедре «Автоматизированные технологические системы» Брянского государственного технического университета был сделан первый шаг в создании самообучающейся системы адаптивного управления шероховатостью - разработана система адаптивного управления шероховатостью. В качестве технологической задачи, для решения которой разрабатывалась система адаптивного управления, была принята задача обеспечения заданного высотного параметра шероховатости обрабатываемой поверхностиra(rz) при механической обработке. Система адаптивного управления создавалась на базе токарного станка модели 16Б16ФЗ. Разработанная система адаптивного управления построена как система предельного регулирования и предназначена для обработки деталей типа вал со скоростями резания до 40 м/мин. На данных скоростях резания обрабатываются труднообрабатываемые стали и сплавы. Для получения информации о текущем значении параметра шероховатости используется контактный индуктивный датчик завода «Калибр». К датчику была. изготовлена специальная оснастка, которая позволила применять его для измерения шероховатости в процессе обработки.
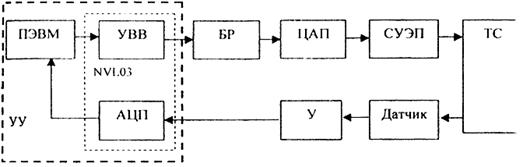
Рис. Блок-схема адаптивной системы управления Блок-схема разработанной САУ представлена на рисунке. Система состоит из устройства управления (УУ), буферного регистра (БР), цифро-аналогового преобразователя (ЦАП), схемы управления электропривода (СУЭП), датчика, усилителя (У) и технологической системы (ТС). В состав устройства управления входят персональная ЭВМ и универсальный адаптер цифрового ввода-вывода nvl03, содержащий устройство ввода-вывода (УВВ) и аналого-цифровой преобразователь (АЦП). Работает САУ следующим образом. Перед началом обработки заготовки необходимо ввести в ПЭВМ исходные данные (требуемую шероховатость обработанной поверхности, допуск на требуемую шероховатость, диаметр обрабатываемой заготовки, режимы резания, физико-механические свойства обрабатываемого материала, жесткость технологического оборудования). По введенным данным рассчитывается начальная величина продольной подачи s, обеспечивающая заданный параметр шероховатости ra. После этого начинается обработка заготовки. Данная система работает с запаздыванием по управляемой величине, шероховатости поверхности, поскольку для определения шероховатости поверхности требуется участок обработанной поверхности. Величина запаздывания определяется величиной участка обработанной поверхности (не менее 10 мм), величиной продольной подачи и скоростью трассирования датчика, которая является величиной постоянной. После обработки необходимого участка на поверхность опускается датчик, включается трассирование и происходит измерение ее шероховатости. Трассирование датчика необходимо для исключения возможности измерения только по впадине неровности. Это возможно ввиду того, что профиль поверхности, получаемый при точении, имеет периодический характер. По окончании измерения измеренная шероховатость сравнивается с заданным значением. В случае, если измеренная шероховатость отличается от заданной больше чем на величину допуска, происходит коррекция расчетной величины подачи. Если измеренная шероховатость оказалась больше требуемой, происходит уменьшение продольной подачи, иначе подача увеличивается. Если же измеренная шероховатость находится в пределах допуска, то величина продольной подачи остается без изменений. После того, как подача была скорректирована, необходимо опять измерить шероховатость поверхности. Для реализации алгоритма функционирования системы адаптивного управления было разработано соответствующее программное обеспечение которое реализовано в виде отдельных функций (модулей), объединенных одной головной программой, вызывающей эти функции. Программное обеспечение позволяет вести протокол работы системы. В нем фиксируются результаты работы и начальные исходные данные, расчетная величина продольной подачи, требуемая шероховатость, допуск на шероховатость обработанной поверхности, результаты измерения шероховатости обработанной поверхности и величина скорректированной подачи. Запись результатов осуществляется в специальный отдельный файл, просмотр которого возможен после окончания работы. Звеном, накладывающим ограничение на более широкое использование разработанной системы, т.е. ограничение по скорости резания, а следовательно по обрабатываемым материалам, является датчик. Для устранения этого недостатка необходимо применять принципиально новый тип первичного преобразователя, к которому можно отнести оптические средства контроля и измерения. Так, фирмой «opticaldimensionsllc» разработано автоматизированное устройство, определяющее параметр шероховатости ra в процессе обработки детали типа «Вал» на круглошлифовальном станке. Принцип работы устройств основан на сканировании участка поверхности лазерным лучом. Еще одним перспективным направлением в данной области является использование систем технического зрения (СТЗ) для распознавания объектов. Нижняя граница размеров распознаваемых объектов составляет несколько микрометров. В СТЗ, оснащенных специальными оптическими устройствами, в качестве такого объекта может выступать исследуемая поверхность, например, параметром шероховатости
Таким образом, внедрение новых автоматизированных, самообучающихся систем с адаптивной поднастройкой определения, контроля и управления шероховатостью при механической обработке, их совершенствование позволит обеспечить качество деталей на мировом уровне. (Работа выполняется при финансовой поддержке гранта (шифр:pd2-2.10-185)) |
|
Преимущества перед известными аналогами Разработка новой системы адаптивного управления шероховатостью с использованием микропроцессорной техники в процессе механической обработки (ССАУ) |
|
Стадия освоения Способ (метод) проверен в лабораторных условиях |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение качества деталей на 30- 35 % |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 27.08.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии