ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-087-03 |
||||||||||||||||||||||||
|
Наименование проекта Разработка модели затрат на процесс контроля на машиностроительном предприятии |
||||||||||||||||||||||||
|
Назначение Обеспечение качества машиностроительной продукции |
||||||||||||||||||||||||
|
Рекомендуемая область применения Машиностроение, организация производства |
||||||||||||||||||||||||
|
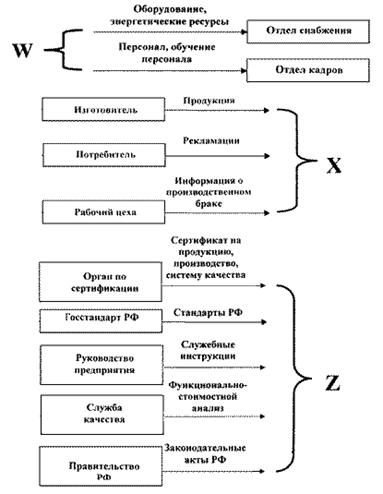
Описание Результат выполнения НИР. В настоящее время перед предприятиями машиностроения стоит острая проблема в обеспечении качества машиностроительной продукции, в том числе и на контрольных операциях технологических процессов ее изготовления. Современные принципы управления качеством требуют рассмотрения любой деятельности на предприятии как технологического процесса. В этой связи измерительные и контрольные операции также следует рассматривать как технологические процессы. Для управления качеством технологического процесса контроля на предприятии нужно определиться с критериями качества контрольных операций, среди которых целесообразно выделить стоимость контрольных и измерительных операций. В работе рассмотрены пути снижения стоимости контрольных к измерительных операций на основе применения Британского стандарта bs 6143:1992 «Модель затрат на процесс». Исторически в концепции модели затрат на качество предполагалось, что конкретные, поддающиеся идентификации затраты в какой-то степени связаны с качеством конечного результата. В противоположность этому, в рамках культуры tqm (всеобщего управления качеством) вся хозяйственная деятельность предприятия связана с процессами, и, следовательно, модель затрат должна отражать полные затраты в каждом процессе, но не произвольно определенные затраты на качество. Исходя из этого для эффективного управления качеством технологического процесса контроля необходимо идентифицировать входные (x) и выходные (y) потоки, управляющие воздействия (z) и ресурсы (w) (рис.1.). Под входным потоком следует понимать материалы и (или) информацию, преобразуемые для создания выходных потоков. Под выходными потоками понимается результат преобразования выходных потоков. Управляющие воздействия - входные потоки, определяющие, регулирующие и (или) влияющие на процесс.
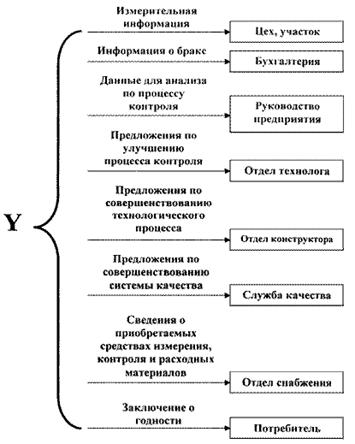
Рис. 1 Блок-схема входного и выходного потоков, управляющего воздействия и ресурсов процесса технологического контроля. Чтобы идентифицировать все перечисленные элементы, следует построить блок-схему (рис.2.)
Рис.2. Базовая модель процесса Следующим шагом является построение модели затрат на технологический процесс контроля (таблица). Модель затрат строится на ocнове идентификации всех работ и отнесения их к затратам на соответствие процесса и затратам вследствие несоответствия процесса. Источник данных о затратах также должен быть идентифицирован. Тщательная разработка модели затрат является первостепенной задачей для лица, ответственного за технологический процесс контроля. Такая модель должна оставаться стабильной во времени, что позволит проводить сравнение с предыдущими периодами и наблюдать за тенденциями в затратах. На основании рассмотрения первоначального баланса затрат на соответствие и затрат вследствие несоответствия принимается решение о том, что в первую очередь является приоритетным - улучшение проекта процесса или устранение потерь. При традиционном подходе к моделированию затрат на качество много времени тратится на идентификацию и классификацию затрат - предупредительные, оценочные и обусловленные отказами. Такая классификация может вызвать большие затруднения по некоторым причинам: • многие затраты можно отнести к любой из трех категорий; • распределение затрат по категориям - предупредительные, оценочные и вследствие отказов. Данная классификация затрат имеет тенденцию отвлекать внимание от истинной цели отчетности о затратах, благодаря которым должен возникать постоянный дрейф к более низким затратам. Для каждого отдельного предприятия строится своя модель затрат с учетом специфики производства данного предприятия. Модель затрат на технологический процесс контроля на мaшинocтpoитeльном предприятии
|
||||||||||||||||||||||||
|
Преимущества перед известными аналогами Разработка базовой модели контроля за технологическими операциями на машиностроительном предприятии |
||||||||||||||||||||||||
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
||||||||||||||||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||||||||||||||||||||
|
Технико-экономический эффект Повышение уровня рентабельности производства на 10-15%, повышение качества выпускаемой продукции |
||||||||||||||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||||||||||||||||
|
Дата поступления материала 02.06.2003 |

Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии