ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-086-03 |
|
Наименование проекта Устройство для возбуждения и стабилизации горения сварочной дуги |
|
Назначение Для возбуждения и стабилизации горения сварочной дуги от источника питания |
|
Рекомендуемая область применения Сварочная техника |
|
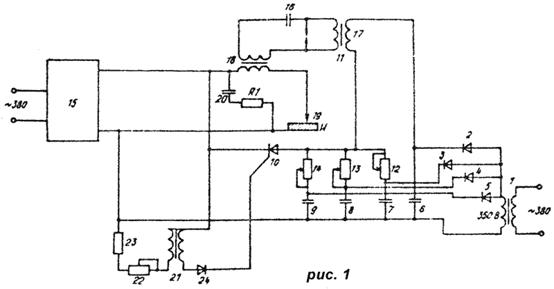
Описание Результат выполнения НИР. Принципиальная электрическая схема устройства представлена на рис. 1, на рис.2 - дана форма импульсов тока через дуговой промежуток.
Устройство содержит входной трансформатор 1, к вторичной обмотке которого через диоды 2-5 подключены конденсаторы 6-9 тиристорного коммутатора 10, подключенного анодом через трансформатор 11 и резисторы 12-14 к конденсаторам
Устройство работает следующим образом. В один полупериод сетевого напряжения конденсаторы 6-9 через диоды 2-5 заряжаются до амплитудного значения вторичного напряжения трансформатора 1. В следующий полупериод через трансформатор 21 и диод 24 на управляющий электрод тиристорного коммутатора 10 подается напряжение, достаточное для его открытия. Происходит разряд конденсаторов через резисторы 12-14 и трансформатор 11. Конденсаторы разряжаются с различными постоянными времени, формируя низковольтный импульс. Одновременно на дуговой промежуток подается высоковольтный импульс, так как конденсатор 6 разряжается через трансформатор 11, во вторичной обмотке которого колебательный контур (конденсатор 16 - разрядник 17 - первичная обмотка трансформатора 18) формирует и передает при помощи трансформатора 18 на дуговой промежуток высоковольтный импульс. Оба импульса формируются при открытии тиристорного коммутатора 10, поэтому начало их действия на дуговой промежуток совпадает. Параметры электрической цепи устройства подбираются таким образом, чтобы длительность высоковольтного импульса составляла несколько микросекунд, что в десятки раз меньше длительности низковольтного импульса. Генератор высокочастотных импульсов отключается после возбуждения дуги или шунтированием трансформатора 11, или разрывом цепи заряда конденсатора 6 при помощи реле дуги (не показано). В существующих конструкциях форма стабилизирующего импульса соответствует форме импульса от разряда конденсатора на активное сопротивление (фиг. 2, штриховая линия). По этой причине для того, чтобы получить необходимую для надежной стабилизации дуги крутизну переднего фронта импульса и вместе с этим необходимую длительность импульса, чрезмерно завышают амплитуду тока импульса. Она в некоторых устройствах составляет 300-500 А, в то время, как минимальная величина тока устойчивого дугового разряда составляет 5 А. При таком значении тока импульса сопротивление дугового промежутка»4 Ом. Как показывают электротехнические расчеты, дальнейшее снижение сопротивления дугового промежутка не приводит к снижению времени зажигания дуги от основного (сварочного) источника питания. Пик тока в 300-500 А с точки зрения повышения надежности зажигания дуги оказывается бесполезным, а с точки зрения возникновения радиопомех и опасности сбоев в работе сварочного оборудования (особенно с программным управлением или при использовании роботов) весьма вредным. Предлагаемое устройство позволяет получить форму импульса без ненужного пика тока. Форма импульса (фиг, 2, линия 25) получается за счет того, что отдельные конденсаторы и резисторы, через которые они подключены к коммутатору, имеют разные параметры. Они с разными постоянными времени разряжаются на дуговой промежуток (фиг.2 сплошные линии 26, 27 и 28). В сумме же через дуговой промежуток течет ток»5 А - заданный интервал времени. Диоды, подключенные к каждому из отдельных конденсаторов, позволяют за один полупериод зарядиться конденсатором до амплитудного значения напряжения входного трансформатора и обеспечивают независимость напряжения заряда отдельных конденсаторов от разрядных цепей соседних конденсаторов, что упрощает получение заданной формы импульса устройства. По сравнению с известным устройством за счет генерации импульсов в полупериоды обратной полярности обеспечивается повышение эффективности возбуждения и стабилизации горения сварочной дуги. Преимущества предлагаемого устройства по сравнению с существующим обеспечиваются и за счет снижения радиопомех, создаваемых при его работе, что дает возможность использовать устройство совместно с программирующими устройствами, роботами в автоматических линиях, управляемых вычислительными машинами, что в конечном счете обеспечивает повышение производительности труда сварщиков. |
|
Преимущества перед известными аналогами Возможность использования устройства совместно с программирующими средствами, роботами, в автоматических линиях |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение производительности труда сварщиков в 1,3 раза |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 02.06.2003 |

Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии