ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 83-133-03 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Наименование проекта Оптимизация температурно-временных и газодинамических режимов отжига автолистовой стали |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Назначение Уменьшение сажистого налета на поверхности металла |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Рекомендуемая область применения Отжиг рулонов металла в защитной среде |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Описание Результат выполнения НИР. Сажистый налет на поверхности металла трудно поддается очистке вследствие химической инертности. Этот дефект на металле затрудняет нанесение лакокрасочных, гальванических и других покрытий. При отжиге рулонов в защитной среде, содержащей 5-7 % Н 2 (остальноеn2), нагрев металла сопровождается воздействием температуры на комплекс веществ, находящихся между витками рулона. В процессе нагрева происходит разложение технологической смазки с образованием сложной смеси газообразных продуктов: ароматических, моно-, ди- и полициклических углеводородов, окиси углерода и метана. Чтобы предотвратить разложение маслянистых частиц на поверхности рулонов необходимо испарить их до начала реакции полимеризации при 400-600° С. Для этого делается низкотемпературная выдержка в диапазоне температур 350-400° С. Для изучения распределения температур при низкотемпературной выдержке проведен отжиг на опытном стенде, упакованном 4 рулонами шириной полосы 1250 мм и весом по 23 т. В 1, 2 и 4-ом рулонах просверлены каналы для термопар. Замеры температур в опытном отжиге (см. таблицу) показали, что при окончании низкотемпературной выдержки в отстающей точке, находящейся в нижнем рулоне на глубине 645 мм и расстоянии 50 мм от внутреннего витка, температура составляет 290-300° С, в опережающей точке (в месте, где термопара закреплена за наружный виток) - 450° С. Таблица Распределение температур в нижнем рулоне, отожженном с низкотемпературной выдержкой при температуре (t) 380° С и низкотемпературной выдержкой со ступенчатым нагревом от 380 до 420° С
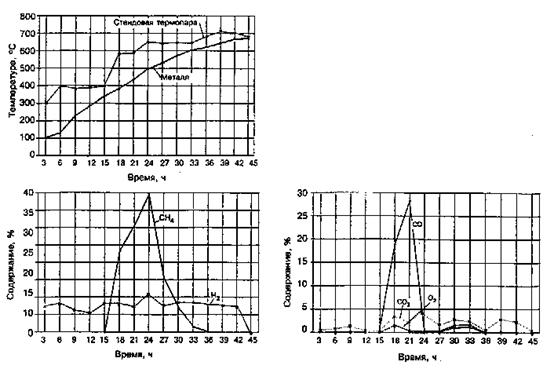
По результатам осмотра в процессе дрессировки металла, отожженного при 380° С с дополнительной выдержкой продолжительностью от 6 до 12 ч в зависимости от ширины полосы и веса садки, отмечено, что топография распределения дефекта "сажа" такова: наружный и внутренний слои рулонов на 1/3 толщины намотки рулона - без дефекта, в середине рулона наблюдается кромочная "сажа". Следовательно, в середине рулона не достигается температура, позволяющая испарить остатки эмульсии с полосы. Повысить температуру середины рулона можно увеличением продолжительности выдержки при 380° С, либо повышением температуры промежуточной выдержки. Так как увеличение продолжительности выдержки ведет к снижению производительности колпаковой печи, проведен отжиг с выдержками при 380 и 420°С продолжительностью соответственно 8 и 4 ч. При таком режиме отжига температура отстающей точки возрастает на 10° С, а в опережающей по нагреву точке температура составляет 600° С, то есть создаются условия для сажеобразования на наружных витках рулона. Следовательно, введение низкотемпературной выдержки при 380° С и двух промежуточных выдержек от 380 до 420°С не привело к снижению дефекта "сажа" на полосе. На следующем этапе работы изучено изменение состава атмосферы подмуфельного пространства колпаковой печи при различных режимах отжига. Первый опытный отжиг проведен с низкотемпературной выдержкой при 380° С и общей продолжительностью отжига 37 ч. Пробы газа отбирались из выхлопного патрубка колпаковой печи через каждые 3 ч. Анализ газа производился на компоненты Н 2, СН 4, СО, СО 2 и О 2. Горячая продувка осуществлялась от начала отжига и до конца низкотемпературной выдержки. Изменение состава атмосферы подмуфельного пространства (рис. 1) показало, что при переходе от температуры 580 до 650° С и на начальной стадии выдержки при 650° С резко повышается содержание СН 4 и СО. По мере повышения температуры растет содержание водорода. Проведенный эксперимент по отбору защитного газа в процессе отжига холоднокатаного металла показал необходимость продувки подмуфельного пространства от начала отжига и до конца выдержки при 650° С.
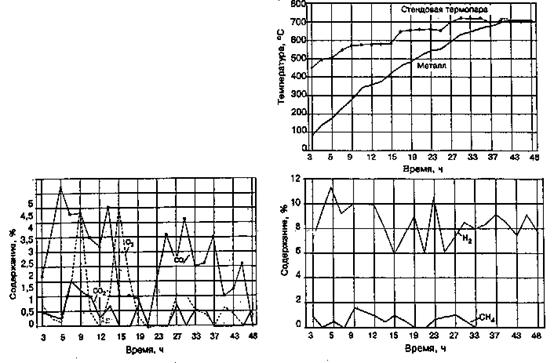
Рис. 1. Графики изменения состава атмосферы подмуфельного пространства при отжиге с низкотемпературной выдержкой при температуре 380°С На основании полученных данных проведен второй опытный отжиг. Горячая продувка обеспечивает оптимальную промывку защитным газом печного пространства под муфелем (рис. 2).
Рис. 2. Графики изменения состава атмосферы подмуфельного пространства при отжиге с горячей продувкой В результате проведенной работы можно сделать вывод: 1.Введение при отжиге низкотемпературной выдержки 380° С и ступенчатого нагрева с выдержками 380 и 420° С продолжительностью от 6 до 12 ч не снижает сажеобразование на полосе. 2.Для полосы шириной от 1250 до 1850 мм массой рулонов до 30 т с целью уменьшения сажеобразования на полосе начальная стадия нагрева должна осуществляться с промежуточными выдержками при 580 и 650° С продолжительностью в зависимости от массы рулона и ширины полосы. При этом горячая продувка подмуфельного пространства выполняется от начала отжига и до завершения выдержки при 650° С защитным газом, содержащим 5-7 % Н 2 (остальноеn2). |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Преимущества перед известными аналогами Начальная стадия нагрева осуществляется с промежуточными выдержками при 580 и 650° С с продувкой подмуфельного пространства от начала отжига и до конца выдержки при 650° С |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Технико-экономический эффект На 20 % уменьшилось сажеобразование на полосе металла |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дата поступления материала 08.08.2006 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии