ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 38-022-03 |
|
Наименование проекта Восстановление деталей термомеханической обработкой |
|
Назначение Металлопокрытие деталей |
|
Рекомендуемая область применения Ремонт сельскохозяйственной техники |
|
Описание
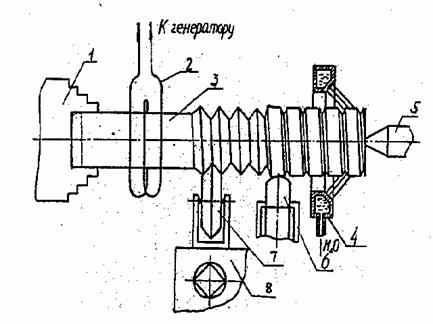
Результат выполнения научно-исследовательской работы. Процесс восстановления основан на перераспределении материала восстанавливаемой детали, что обеспечивает значительное повышение коэффициента использования металла. Предлагаемый способ рекомендуется для восстановления посадочных поверхностей подвижных и неподвижных сопряжений. Для этой цели используется установка, состоящая из токарно-винторезного станка и источника тока высокой частоты. Восстанавливаемую деталь крепят в патроне станка 1 и поджимают центром задней бабки 5. На суппорте станка закреплены индуктор 2 и охлаждающее устройство 4, в резцедержателе 8 высаживающий 7 или сглаживающий 6 инструменты. В качестве высаживающего и сглаживающего инструментов используются твердосплавные пластины или ролики соответствующего профиля. Последним можно отдать предпочтение, т.к. трение качения повышает срок службы инструмента. Ролики изготавливаются из быстрорежущей стали с последующей термической обработкой. Процесс восстановления состоит из двух операций: высадки металла и сглаживания его на расчетную величину. После прохода высаживающего инструмента на поверхности восстанавливаемой детали образуется винтовой выступ. Величину высадки регулируют изменением усилия, прилагаемого к инструменту. Использование предварительного высокочастотного нагрева поверхности детали уменьшает сопротивление пластической деформации, а значит, и усилие высаживания, позволяя осуществить эту операцию за один проход. Необходимо учитывать. Что удельное давление на поверхность восстанавливаемой детали находится в непосредственной зависимости не только от усилия высаживания и подачи, но и от диаметра самой детали. Рекомендуемые значения усилия высаживания 800-1000 Мпа. Основной диапазон нормально изношенных деталей может быть восстановлен при высаживании на подачах 1,0-1,5 мм/об. Второй проход - сглаживание. Индукционный нагрев при втором проходе должен обеспечивать прогрев сглаживаемой поверхности до закалочной температуры, которая достигается при подачах сглаживания 0,20 мм/об. Усилие сглаживания 600-800 Мпа. Последующее охлаждение сглаженной поверхности водой приводит к образованию закалочных структур, упрочненных дополнительно деформационным наклепом.
|
|
Преимущества перед известными аналогами Сглаживание обеспечивает увеличение контактной поверхности сопрягаемых деталей, уменьшает шероховатость, что позволяет уменьшить припуск на механическую обработку, исключив токарную обработку восстановленной поверхности. |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Изностостойкость деталей, восстанавливаемых термомеханической обработкой, повышается на 30-40% по сравнению с новыми деталями, себестоимость их восстановления уменьшается на 25-27% по сравнению с себестоимостью восстановления наплавкой. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 14.02.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии