ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 79-183-02 |
||||||||||||
|
Наименование проекта Инструмент для ультразвуковой сварки |
||||||||||||
|
Назначение Повышение качества микросварных соединений проволочных выводов, выполненных ультразвуковой сваркой |
||||||||||||
|
Рекомендуемая область применения Производство полупроводниковых приборов для силовой электронники |
||||||||||||
|
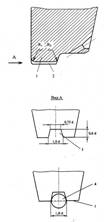
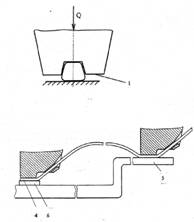
Описание Данный материал является результатом научно-исследовательской работы ВГТУ. Инструмент для ультразвуковой сварки имеет рабочую площадку (1) (см.рисунок 1) с продольной канавкой (2), поперечное сечение (3), которой имеет форму равнобочной трапеции с размерами в нижнем основании 1,0 d, в верхнем - 0,75 d и высотой - 0,6 d, где d - диаметр привариваемой проволоки (4). Радиус закругления r, на передней кромке рабочей площадке инструмента равен радиусу изгиба проволоки при сварке на корпусе (5), а радиус закругления r2 соответствует радиусу изгиба проволоки при подаче ее через капиллярное отверстие в зону сварки на кристалле (6).
Ширина канавки на рабочей площадке инструмента в нижнем основании, равная диаметру привариваемой проволоки (4), обеспечивает центрированние проволоки относительно контактной площадки при сварке. Оксидная пленка на поверхности проволоки при сварке разрушается и вытесняется из зоны сварного соединения за счет пластической формации проволоки. Глубина канавки, равная 0,6 d проволоки, ограничивает деформацию проволоки при сварке и исключает ее заклинивание в канавке инструмента после сварки. Форма канавки в виде равнобочной трапеции с размерами в верхнем основании 0,75 при глубине 0,6 диаметра привариваемой проволоки способствует деформации проволоки при сварке близкой к всестороннему сжатию. Радиус закругления r, на передней кромке рабочей площадки инструмента, равный радиусу изгиба проволоки при сварке на корпусе и r2 на задней кромке рабочей площадки инструмента, равный радиусу изгиба проволоки при подаче ее через капиллярное отверстие в зону сварки на кристалле, позволяет формировать плавный переход от сварного соединения к недеформированному сечению проволоки. r1 зависит от формы перемычки проволоки между кристаллом и корпусом. r2 определяется в зависимости от упругих свойств проволоки и угла наклона капиллярного отверстия инструмента. Использование данной разработки позволяет существенно повысить качество микросварных соединений проволочных выводов. |
||||||||||||
|
Преимущества перед известными аналогами Инструмент обеспечивает напряженное состояние; способствует минимальной деформации и создает плавный переход от сварного соединения к недеформированному сечению проволоки |
||||||||||||
|
Стадия освоения Опробовано в условиях опытной эксплуатации - лаборатории ВГТУ |
||||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||||||||
|
Технико-экономический эффект Повышение качества микросварных соединений проволочных выводов на 15% |
||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||||
|
Дата поступления материала 28.10.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии