ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 38-050-02 |
|
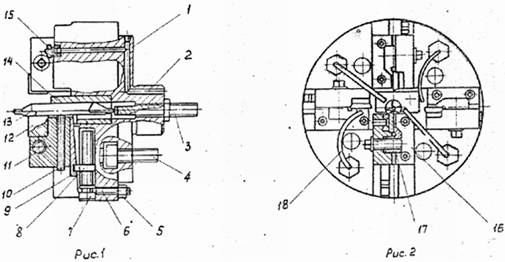
Наименование проекта Подрезная головка |
|
Назначение Для металлорежущих станков для одновременной подрезки и зацентровки торца детали |
|
Рекомендуемая область применения В машиностроении в станках и станочных системах для механической обработки резанием различных деталей |
|
Описание Результат выполнения конструкторской разработки. Головка состоит из корпуса 1, в котором посредством клиньев 16 закреплены четыре резцовые вставки 11, оснащенные твердосплавными пластинами 12, зафиксированными прихватами 17. Каждая резцовая вставка 11 устанавливается основанием на клин 9, который может перемещаться в радиальном направлении при помощи гайки 8 на винте 7. Винт расположен в расточке корпуса 1 и зафиксирован от осевого перемещения винтом 6 с контргайкой 5. В центре корпуса 1 имеется гнездо под сменную втулку для того или иного центровочного сверла 13. Центровочное сверло 13, вставленное во втулку 14, фиксируется от поворота винтом 10, а от осевого перемещения - специальным упорным винтом 3. На переднем торце корпуса 1 закреплены медные трубки 18 для подачи в зону резания смазочно-охлаждающей жидкости (СОЖ). Они соединены каналами 2 с задней, посадочной частью корпуса 1. Подрезная головка крепится к шпинделю станка четырьмя винтами 4, установленными в Т-образных пазах корпуса. Для настройки подрезной головки на обработку необходимо: установить центровочное сверло 13 с соответствующей втулкой 14 в гнездо корпуса; отрегулировать необходимый вылет центровочного сверла 13 относительно передней режущей кромки твердосплавной пластины 12 с помощью упорного винта 3; подвести вплотную к центровочному сверлу 13 резцовую вставку 11 и закрепить ее с помощью клина 16; закрепить от проворота центровочное сверло 13 винтом 10; посредством винтов 7 с помощью клиньев 9 и 16 настроить резцовые вставки 11 на необходимый диаметр обработки и выставить передние режущие кромки четырех твердосплавных пластин 12 в одну плоскость. При настройке на обработку подрезная головка крепится к шпинделю станка посредством винтов 4. При этом задняя выступающая часть корпуса 1 вставляется в посадочное отверстие шпинделя и служит для центрования подрезной головки, а также для уплотнения каналов через отверстие шпинделя СОЖ. Для снятия подрезной головки со шпинделя станка достаточно ослабить винты 4 и, повернув корпус головки по часовой стрелке, отсоединить ее от шпинделя станка.
|
|
Преимущества перед известными аналогами Совмещение по времени двух технологических операций |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Повышение точности обработки на 50% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 04.06.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии