ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 14-054-02 |
|||
|
Наименование проекта Устройство для резки движущегося проката |
|||
|
Назначение Для для резки непрерывно движущегося проката на отрезки заданной длины. |
|||
|
Рекомендуемая область применения Прокатное производство |
|||
|
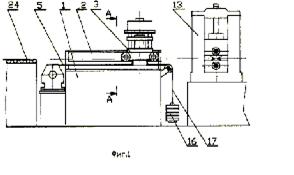
Описание Результат выполнения научно-исследовательской работы На фиг. 1 изображено устройство длярезки движущегося проката, общий вид.
Устройство для резки движущегосяпроката содержит основание 1, внаправляющих 2 которого установлена свозможностью возвратно-поступательногоперемещения каретка 3 с закрепленным на ней отрезным узлом 4. Каретка 3 связанатросом 5 со шкивом 6, установленным на валу7, соосно соединенным электромагнитноймуфтой 8 с валом 9, на котором смонтированоцепное колесо 10, связанное роликовойцепью11саналогичным цепным колесом 12,закрепленным на хвостовике рабочего валкапоследней клети стана 13. На валу 9 сцепным колесом 12 установлен датчикотсчета длины 14, предназначенный для определения длины отрезаемого металла иподачи команды на рез. При включенииэлектромагнитной муфты 8 начинаетвращаться вал 7 со шкивом 6, который при этом наматывает на себя трос 5 исоответственно перемещает каретку 3 внаправлении прокатки. Синхронностьдвижения каретки и отрезаемого металлаобеспечивается одинаковой угловой скоростью колес 10 и 12, связанных между собой роликовой цепью 11, верхняя ветвькоторой имеет постоянное направление,совпадающее с направлением прокатки, атакже связью цепного колеса 10 привключении электромагнитной муфты 8 сошкивом 6, который связан тросом 5 с кареткой3. Механизм возврата каретки 3 в исходное положение выполнен в виде закрепленного коснованию 1 роликового блока 15с грузом 16, связанным тросом 17 с кареткой 3. При выключении электромагнитной муфты 8каретка 3 под действием груза 16возвращается в исходное положение. Для повышения степени синхронизации скоростиперемещения каретки 3 со скоростьюдвижущегося металла шкив 6 выполнен свозможностью изменения своего рабочегодиаметра в соответствии со среднимкатающим диаметром рабочих валковпоследней клети стана при прокаткеконкретного профиля. Шкив 6 выполнен ввиде пустотелого барабана 18 с продольными пазами 19, в которые установлены сегментыс клиновидными ребрами 21, внутри барабана 18 расположен конусный ползун 22с возможностью возвратно-поступательногоперемещения посредством гайки 23 и пружин 24, при этом на ползуне 22 выполненыТ-образные пазы, а на клиновидных ребрахсегментов соответствующие выступы. В качестве отрезного узла 4 использованы пресс-ножницы с приводом ножа от пневмоцилиндра. |
|||
|
Преимущества перед известными аналогами Возможность упростить конструкцию оборудования, повысить точность и качество реза. |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Годовой экономический эффект - 300 тыс.руб. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 27.11.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии