ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 14-015-02 |
|
Наименование проекта Способ изготовления наружных колец подшипников качения |
|
Назначение Предназначен для повышения качества раскатки колец |
|
Рекомендуемая область применения Обработка металлов давлением, а именно к холодная раскатка колец подшипников качения. |
|
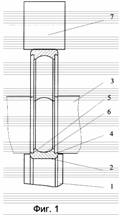
Описание Результат выполнения технологической разработки Способ включает предварительное вытачивание кольцевой профильной заготовки, холодную раскаткузаготовки с получением заданного профилякольца. При предварительном вытачивании профиль заготовки под раскатку формируют из условия, что коэффициенты раскатки подорожке качения готового кольца, бортикам иканавкам под уплотнения принимаютотличающимися один от другого не более чемна 6%, а усилие раскатки и/или темп подачираскатного инструмента задают взависимости от скорости изменениянаружного диаметра кольца. Кроме того, впроцессе раскатки СОЖ подают в зонувыхода заготовки из очага деформации. Данный способ позволяет расширить технологические возможности холоднойраскатки за счет увеличения номенклатурыколец, получаемых раскаткой, повыситьстойкость инструмента путем уменьшения напряжений при деформации и повысить точностьраскатки.Обеспечиваетсявозможность получения канавок под уплотнения глубиной до 4 - 4,5 мм Указанная задача достигается тем, что в известном способе изготовления наружных колец подшипников качения, включающем предварительное вытачивание кольцевой профильной заготовки, холодную раскаткузаготовки с получением заданного профилякольца, при предварительном вытачиваниипрофиль заготовки под раскатку формируют из условия, что коэффициенты раскатки подорожке качения готового кольца, бортикам иканавкам под уплотнения принимаютотличающимися один от другого не более чемна 6%, а усилие раскатки и/или темп подачираскатного инструмента задают взависимости от скорости изменениянаружного диаметра кольца. Кроме того, впроцессе раскатки СОЖ подают в зонувыхода заготовки из очага деформации. Новым является то, что профильзаготовки под раскатку формируют изусловия, что коэффициенты раскатки подорожке качения готового кольца, бортикам иканавкам под уплотнения отличаются один отдругого не более чем на 6%, а усилиераскатки и/или темп подачи раскатного инструмента задают в зависимости отскорости изменения наружного диаметракольца. Кроме того, в процессе раскатки СОЖподают в зону выхода заготовки из очагадеформации. В заданном законе изменения подачираскатного инструмента (например, 4К046) либо заданном законе изменения усилияраскатки (например, УПВ-63). Из-за различия размеров, механических свойств заготовки,изменения характеристик машины в процессеработы и ряда других факторов скоростьувеличения диаметральных размеровзаготовки для различных колец неодинакова. При достижении заготовкой необходимогоразмера поступает сигнал на прекращениецикла раскатки, однако вследствиеинерционностиприводараскатка продолжается некоторое время послепоступления сигнала на отключение. Так какскорость увеличения диаметральныхразмеров колец различна, различаются иконечные размеры колец. Стабилизацияскорости увеличения диаметральныхразмеров, как предлагается в данномизобретении, позволит повысить точностьраскатки. Контроль скорости роста колецможет осуществляться, например, путемзамера расхода жидкости, вытесняемой изполости гидроцилиндра измерительногоролика, или замера механическогоперемещения измерительного ролика. Подача СОЖ в зону выхода заготовки изочага деформации позволяет повыситьэффективность охлаждения, снизитьтемпературу заготовки, т.к. увеличиваетсяповерхность охлаждения, кроме того,жидкость подается в зону заготовки снаибольшей температурой. Сказанное выше поясняется чертежами,на которых изображено: фиг. 1 - схема раскатки, фиг. 2 - профильная заготовка подраскатку наружного кольца шариковогоподшипника с уплотнениями, фиг. 3 - схема подачи СОЖ в зонураскатки
|
|
Преимущества перед известными аналогами Повышение качества раскатки колец путем гарантированного выкатывания профиля кольца при одновременном повышении точности раскатки. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Снижение затраты и увеличивает прибыли в среднем на 18-25% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 21.11.2002 |


Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии