ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 04-139-02 |
|
Наименование проекта Обрабатывающий центр для агрегатной переработки лесоматериалов |
|
Назначение Применение на предприятиях с малым объемом переработки пиловочного сырья до 5000 куб.м в год. |
|
Рекомендуемая область применения Предприятия лесной и деревообрабатывающей промышленности. |
|
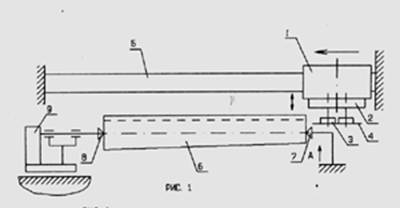
Описание Результат выполнения конструкторской разработки. Целью разработки является повышение эффективности переработки малых объемов лесоматериалов за счет снижения текущих и капитальных затрат и повышения комплексного использования сырья. Обрабатывающий центр (ОЦ) базируется на агрегатном позиционном способе переработки бревен и брусьев на обрезные пиломатериалы и технологическую щепу. Способ заключается в том, что отпиливание и фрезерование древесины выполняется одновременно с двух сторон в одной плоскости относительно продольной оси бревна, установленного в позицию для обработки путем поворота его относительно продольной оси на требуемый угол, кратный 90 0, причем операции пиления и фрезерования выполняют при прямом и обратном ходе каретки с обрабатывающим суппортом. В состав ОЦ входит комплект оборудования для раскроя круглых лесоматериалов с получением обрезных досок, бруса и технологической щепы. На рис. изображен ОЦ на котором каретка с обрабатывающим суппортом, повернутым на угол , находится в начале прямого (условно первого) рабочего хода. Каретка 1 (см.рис.) снабжена подвижным обрабатывающим суппортом 2, в котором смонтированы два приводных инструментальных вала, при этом на каждом валу установлены соосно фреза 3 и круглая пила 4. Принцип работы ОЦ. Бревно 6 устанавливают в торцовых зажимах 7 и 8 (рис.1), каретка 1 при этом находится в крайнем правом положении. При выпиловке бруса перед первым ходом каретки для получения требуемой настройки фрез суппорт поворачивают на необходимый угол <90>0, одновременно поперечным перемещением суппорта задают величину срезаемого слоя древесины и выполняют рабочий ход: каретку перемещают по направляющей 5 в крайнее левое положение, при этом фрезы 3 перерабатывают горбыльную зону бревна в технологическую щепу, а круглые пилы 4 формируют поверхность вырабатываемого бруса. Затем выполняют второй (обратный) рабочий ход каретки. В крайнем правом положении каретки вновь поворачивают бревно на 90 0 и циклы обработки повторяют. При необходимости для задания новых размеров (ширины, толщины) вырабатываемых пиломатериалов суппорт соответственно поворачивают на требуемый угол и смещают в направлении, перпендикулярном направлению перемещения каретки. При работе на этом станке обеспечивается выход нормальной фракци технологической щепы не менее 94-96%, а формирование пропила двумя круглыми пилами малого диаметра позволяет уменьшить толщину пил, что снижает потери древесины в опилки.
Рис.: 1 - каретка; 2 - суппорт; 3 - фреза; 4 - пила; 5 - направляющая; 6 - бревно; 7,8 - торцовые упоры; 9 - механизм поворота. |
|
Преимущества перед известными аналогами Исключение холостого хода каретки, повышение коэффициента использования древесины. Количество обслуживающего персонала сокращено в 2 раза. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Достигнуто повышение эффективности переработки малых объемов пиломатериалов |
|
Технико-экономический эффект Количество оборудования лесопильного потока в стоимостном выражении сокращено в 3 раза; энергопотребление - на 25-30%; площади - 4-5 раза. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 28.11.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии