ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 68-100-01 |
|||
|
Наименование проекта Способ наплавки с устранением деформаций путем получения сварочных швов, симметрично расположенных на противоположных сторонах шеек валов |
|||
|
Назначение Повышение качества восстановления изношенных деталей машин. |
|||
|
Рекомендуемая область применения Восстановление изношенных шаттунных и коренных шеек коленчатых валов. |
|||
|
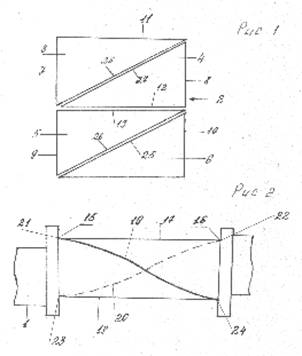
Описание Результат выполнения технологической разработки. Суть способа состоит в том, что на изношенную поверхность накладывают разрезную втулку, стыки которой заваривают. Стыки располагают по двум образующим, размещенным в диаметральной плоскости, и двум винтовым линиям, соединяющим противоположные концы образующих. Заваривают стыки с обеспечением симметричного нагрева путем последовательной приварки в начале по образующим, а затем по винтовым линиям. Переходы с одного стыка на другой осуществляют в диаметрально противоположные точки на шейке. Способ осуществляется следующим образом. С изношенной шейки вала 1 (рис.1) шлифованием или точением удаляют дефектный слой, включающий неравномерный износ до получения круглого профиля в поперечном сечении. Изготавливают разрезную втулку 2 (рис.2) с припуском на окончательную обработку. Втулка состоит из четырех одинаковых прямоугольников 3,4,5,6, у которых катет 7,8,9,10, располагаемые в поперечном направлении к шейке, равны половине длины
окружности шейки, а катеты 11,12,13,14, располагаемые вдоль шейки, равны сумме длины шейки и двух радиусов галтелей шейки 15 и 16. Элементы втулки (прямоугольные треугольники ) штампуют из листа, придают им круглую форму с внутренним диаметром, меньшим диаметра шейки, осуществляют их заколку, шлифуют их по внутреннему диаметру до диаметра шейки, устанавливают втулку на шейку коленвала, заваривают стыки, одновременно приваривая втулку к шейке коленвала. При наличии масляных каналов в шейке вала 1, во втулке 2 в соответствующих местах выполняют отверстия для пропускания масла. Стыки разрезной втулки располагают по двум образующим 17 и 18 расположенным в диаметральной плоскости и двум винтовым линиям 19 и 20, соединяющим противоположные концы образующих 17 и 18. Конец 21 образующей 17 с концом 24 образующей 18 и конец 22 образующей 17 с концом 23 образующей 18. Стык по образующей 17 образован соединением сторон 11 и 14 разрезной втулки 2, а стык 18 образован соединением сторон 12 и 13 разрезной втулки. Стык по винтовой линии 19 образован соединением сторон 25 и 26 треугольников 5 и 6, а стык по винтовой линии 20 образован соединением сторон 27 и 28 треугольников 3 и 4. Для обеспечения симметричного нагрева стыки заваривают в следующей последовательности: 17,18,19,20. Переходы с одного стыка на другой осуществляют в диаметрально противоположные точки на шейке. Сочетанием отличительных признаков способа обеспечивается такое взаимное расположение продольных и винтовых разрезов втулки, при которых винтовые швы расположены симметрично относительно оси вала. Длина винтовых швов имеет максимальные размеры, при которых втулку можно предварительно обрабатывать по внутреннему диаметру и устанавливать на вал перед сваркой без деформации втулки. Каждой точке сварке соответствует диаметрально противоположная точка сварки, расположенная на поверхности вала, что уравновешивает внутренние напряжения. В местах, где сварные швы близко подходят друг другу, сварка производится через определенные промежутки времени. Такие условия для сварки значительно увеличивают равновесное состояние после сварки, уменьшая деформации в 1,7-1,8 раза. |
|||
|
Преимущества перед известными аналогами Способ обеспечивает получение швов, симметрично расположенных на противоположных сторонах шеек валов, благодаря чему напряжение после сварки распологаются симметрично и устраняются деформации. |
|||
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект В связи с устранением неравномерности нагрева при восстановлении деталей по предложенному способу прочностные свойства валов повышаются на 20-30%. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 31.05.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии