ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 68-028-01 |
|
Наименование проекта Способ наплавки с увеличенной скоростью охлаждения наплавленного металла |
|
Назначение Защита деталей от перегрева при наплавке присадочных материалов. |
|
Рекомендуемая область применения При восстановительном ремонте валов, осей и других деталей цилиндрической формы из нержавеющей стали, а также при изготовлении новых валов с покрытием их слоем нержавеющей стали. |
|
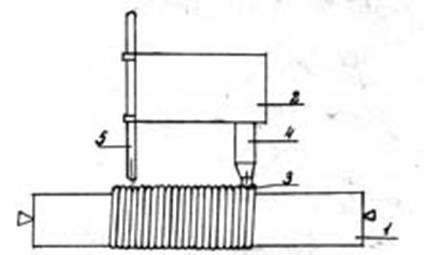
Описание Описание к ИЛ 68-028-01 Результат выполнения научно-технической работы. При наплавке валов из нержавеющей стали возникает противоречие: необходимо повысить скорость наплавки, и одновременно понизить силу тока, но при этом снижается производительность процесса. Поэтому в процессе наплавки, особенно валов малого диаметра, охлаждение ведут с увеличенной скоростью. Вал 1(рис.) из нержавеющей стали наплавляют при помощи наплавочной головки 2 с электродом 3 в мундштуке 4. Охлаждающая жидкость по турбопроводу5 передается на наплавляемую деталь на расстоянии 0,8-1,1 диаметра вала от дуги по образующей вала. Охлаждающая жидкость представляет собой 4-6% водный растворnaclс добавлением 4-6% порошка меди. Высокая теплопроводность медного порошка ускоряет охлаждение. Хлорид натрия, повышая теплопроводность охлаждающей жидкости, устраняет слипание частиц медного порошка, способствуя более равномерному его распределению в жидкости. Наиболее эффективно охлаждение по предложенному способу для валов с диаметром 40-50 мм. При уменьшении расстояния от дуги до точки подачи охлаждающей жидкости ниже указанного минимального качество наплавки ухудшается, так как жидкость попадает в сварочную ванну, вследствие чего в наплавленном металле появляется пористость. При увеличении расстояния сверх указанного максимального, качество наплавки ухудшается из-за уменьшения скорости охлаждения и появления в структуре наплавленного слоя карбидов. При наплавке происходит закалка с самоотпуском за счет того, что охлаждающаяся жидкость подается не до полного охлаждения внутренних слоев основного металла. За счет сохранившегося внутреннего тепла происходит последующий нагрев поверхностных слоев наплавленного металла. Это снижает внутреннее напряжение на уровне зерен. Закалка наружных наплавленных слоев значительно увеличивает снижающие напряжения, способствующие повышению усталостной прочности и износостойкости наплавленных слоев за счет большой скорости охлаждения наружных слоев наплавленного вала в этих слоях возникают увеличенные сжимающие напряжения. При этом способе охлаждения образуется меньше закалочных трещин, так как растягивающие фазовые напряжения в поверхностных зонах детали снижаются до минимума за счет того, что соль и медь охлаждающей жидкости забирают и аккумулируют большую часть тепла, выделяющегося при наплавке. Увеличение скорости охлаждения обеспечивает качественную наплавку валов из нержавеющей стали с закалкой их, самоотпуском и устранением перегрева.
|
|
Преимущества перед известными аналогами Наплавка деталей в среде охлаждающей жидкости уменьшает зону термического влияния, снижает деформациии и повышает твердость наплавленного слоя. |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Увеличение срока службы изделий на 10%. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 15.12.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии