ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-020-01 |
|
Наименование проекта Сварочное устройство |
|
Назначение Автоматическая дуговая сварка под слоем флюса расщепленным электродом |
|
Рекомендуемая область применения Сварочное производство |
|
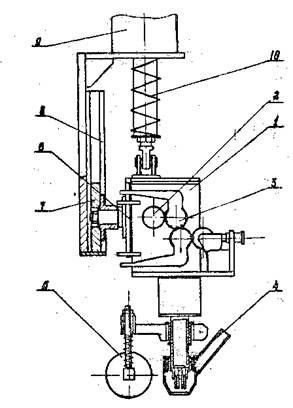
Описание Результат выполнения конструкторской разработки. Конструкция сварочного устройства кроме сварки позволяет осуществлять следующие виды операций: - подачу двух сварочных проволокЖ2 мм в зону горения дуги; - регулировку в широких пределах ширины сварного шва; - корректировку положения электродов относительно шва в процессе сварки; - подъем подающего механизма (от изделий) при установке или повороте свариваемого изделия. Установка (см. рис.) содержит подающий механизм 1, изготовленный на базе механизма подачи сварочного полуавтомата А-1197. Для обеспечения одновременной подачи двух сварочных проволок на корпусе подающего механизма дополнительно установлены 4 подающих шестеренчатых ролика - один ведущий 2 и три ведомых прижимных 3. К нижней части подающего механизма крепится токоподвод 4 с копирующим роликом 5, который обеспечивает копирование свариваемого шва. В режиме наладки можно разворачивать токоподвод относительно подающего механизма вокруг вертикальной оси. Благодаря этому имеется возможность регулировать ширину шва за счет изменения положения подаваемых проволокотносительно оси шва. Подающее устройство устанавливается в кронштейне 6, который в свою очередь крепится шарнирно на плите 7 и вместе с ней имеет возможность передвигаться по вертикали в направляющих 8. Перемещение подающего механизма вверх осуществляется пневмоцилиндром 9, вниз - под действием собственного веса, получая разгон в первоначальный момент за счет сжатой пружины 10. В зависимости от принятой схемы сварки устройство располагается неподвижно или устанавливается на самоходной тележке. Источник питания сварочной дуги должен обеспечивать сварочный ток до 1000 А. При сварке подающее устройство под действием собственного веса и пружины опускается вниз. При этом копирующий ролик ориентирует электроды относительно оси шва. В процессе сварки две пары шестеренчатых роликов обеспечивают стабильную подачу обеих проволок в зону горения дуги с заданной скоростью подачи. Копирующий ролик, копируя профиль сварного шва, «ведет» за собой подающее устройство, которое при необходимости: - поворачивается вместе с кронштейном относительно плиты, компенсируя тем самым колебания свариваемого шва в поперечном направлении; - перемещается вместе с плитой по вертикали, компенсируя колебания шва в вертикальной плоскости. По окончании сварки при помощипневмоцилиндраподающее устройство отводится от изделия вверх в исходное положение. Устройство просто по конструкции, надежно и удобно в работе, обеспечивает высокое качество сварного соединения, недорого в изготовлении.
Рис. Устройство для сварки |
|
Преимущества перед известными аналогами Модернизированная конструкция устройства |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Увеличение производительности процесса сварки в 1,6 раза |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 16.01.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии