ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 84-081-00 |
|
Наименование проекта Способ направленного затвердевания литого изделия |
|
Назначение Для направленного затвердевания литого изделия |
|
Рекомендуемая область применения Технологии литейного производства |
|
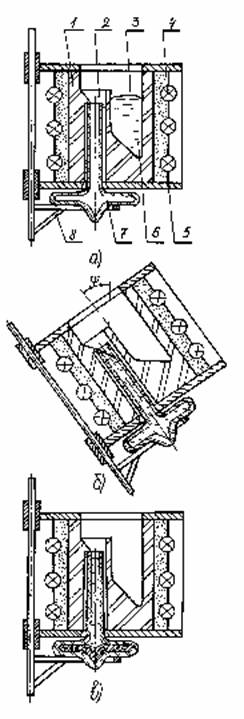
Описание Предлагается оригинальная технологическая схема, позволяющая осуществлять направленное затвердевание литого изделия, когда после заливки формы прибыльная часть остаётся в зоне действия индуктора плавильной печи и обогревается этим же индуктором. Это достигается специальной геометрией тигля, где наряду с плавильной полостью присутствует сквозная полость, которая образована внутренней перегородкой. В сквозной полости и помещается прибыльная часть формы перед заливкой [2]. На рис.1 представлена схема получения отливки, типа ротора, методом направленного затвердевания, которая осуществляется следующим образом. В тигель 1, зафутерованный в индукторе 4, помещают садку требуемого количества металла и осуществляют плавку в плавильной полости тигля 3. После расплавления металла нагретую керамическую форму 7 помещают на кронштейн механизма перемещения 5. Форму заводят в сквозную полость тигля 2 через отверстие в нижних асбоцементных листах рамы 5 индуктора, рис.1 а. Форму 7 заливают при повороте индуктора в сторону заливочного носика на уголy, рис.1б. При этом положение формы по отношению к тиглю не меняется, так как механизм перемещения прикреплён к раме индуктора. При наклоне тигля на уголyвесь расплав из его плавильной полости перетечёт через заливочный стояк в полость формы. После окончания заливки тигель возвращают в исходное положение и разогревают индуктором металл в стояке рис.1 в. Это создаёт направленное затвердевание ротора и хорошее его питание. Одновременно можно начать плавить очередную порцию шихты в плавильной полости тигля. По окончании затвердевания рабочей части отливки форму вынимают из сквозной полости тигля. В дальнейшем процесс повторяется [3]. Тигли со сквозной внутренней полостью имеют ряд модификаций. На рис.2 показано устройство в положении после заливки формы. В тигле вокруг сквозной полости выполнена ещё одна полость, в которую установлен сплошной графитовый муфель 7. Керамическая форма 2 помещена на холодильнике 3, который оформляет её дно. Индуктируемое магнитное поле замыкается на муфеле, поэтому залитая форма до момента её извлечения из сквозной полости обогревается от стенок тигля, в основном за счёт лучистого теплообмена. При этом устраняются конвективные потоки в жидком металле, что позволяет обеспечивать, в случае необходимости, условия для получения в отливках ориентированных столбчатых кристаллитов 4. Известно, что указанные условия для конкретного сплава выражаются в определенном отношении температурного градиента в кристаллизующейся отливке к скорости её затвердевания. Если тигель закрыть сверху крышкой и через трубки сквозь крышку подавать инертный газ, прекращается окисление металла. В таком тигле можно получать отливки, существенно менее загрязнённые неметаллическими включениями [4]. Тигли со сквозной полостью также удобно использовать для управления процессом кристаллизации в зоне контакта расплав-холодильник. Например, в случае метода направленной кристаллизации, при котором керамическая форма помещается на металлический водоохлаждаемый холодильник , заливается и затем вытягивается из зоны нагрева с определенной скоростью. При этой технологии важное влияние на качество литых изделий оказывают размеры кристаллитов, образующихся в зоне контакта с холодильником. Эти пристеночные кристаллиты определяют поперечные размеры столбчатых кристаллов, формирующих тело отливки. Известно, что для управления пристеночными кристаллитами в приведённом случае необходимо выполнение целого ряда условий [5-6], в число которых входит отклонение холодильника и формы на угол 30° - 45° перед заливкой. В процессе заливки в зоне контакта с холодильником формируются поверхностные кристаллиты заданных размеров, от которых как от основ берут своё начало столбчатые кристаллиты тела отливки. Основной же процесс затвердевания происходит при вертикальном положении формы и горизонтальном положении холодильника. При обычной схеме направленной кристаллизации для осуществления вышеизложенной технологии требуется дополнительное механическое и энергетическое оборудование. Тогда как при использовании тигля со сквозной полостью требуется только соответствующим образом регулировать скорость наклона устройства при заливке. Кроме того, при специальной конструкции формы, в зоне контакта с холодильником можно сформировать один пристеночный кристаллит, который в условиях направленного теплоотвода будет являться нижней гранью монокристаллита объёма. В конечном итоге описанные выше схемы установок и способы их использования позволяют применять обычное промышленное плавильное оборудование не только для плавки, но и для регулирования затвердевания литых изделий и управления их кристаллическим строением, что в свою очередь положительно влияет на качество отливок.
Рис. 1. Схема заливки и направленного затвердевания отливки: А) установка формы; б) - заливка формы; в) направленное затвердевание отливки в форме 1 - тигель, 2 - сквозная полость тигля, 3 - плавильная полость тигля, 4 - индуктор, 5 - рама индуктора, 6 - расплав, 7 - керамическая форма, 8 - механизм перемещения формы Рис. 2. Схема радиационного обогрева формы: 1 - графитовый муфель, 2 - керамическая форма
|
|
Преимущества перед известными аналогами Аналоги не известны |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Улучшено качество отливок |
|
Возможность передачи за рубеж За рубеж не передаётся |
|
Дата поступления материала 21.07.2000 |
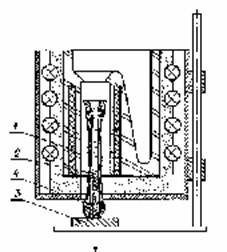 3 - холодильник, 4 - столбчатые кристаллиты
3 - холодильник, 4 - столбчатые кристаллитыИнновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2025 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии