ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-073-00 |
|
Наименование проекта Устройство для формирования древесностружечного ковра |
|
Назначение Повышение качества плит с ориентированными стружками при формировании древесностружечного ковра за счет уменьшения объема ломаной стружки |
|
Рекомендуемая область применения Изготовление древесностружечных плит |
|
Описание
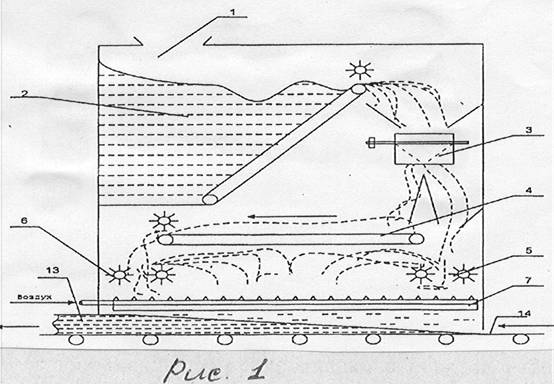
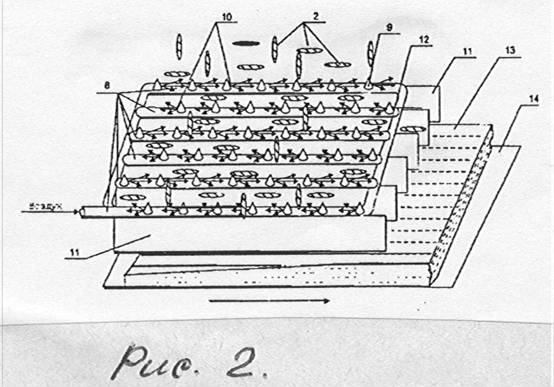
Результат выполнения конструкторской разработки. На рис. 1 изображено устройство для формирования древесностружечного ковра, на рис. 2 - ориентирующий узел. Устройство содержит бункер 1 для осмоленной стружки 2, дозирующий механизм 3, распределительный механизм 4, включающий разбрасывающие вальцы 5 и 6, ориентирующий узел 7, который выполнен в виде ряда горизонтально-параллельных полых элементов (например, труб) 8, причем на верхней части наружной поверхности которых через отверстия в стенках закреплены пневматические сопла 9, причем воздушные отверстия 10 сопел 9, закрепленных на соседних полых элементах 8, сориентированы в противоположных направлениях, параллельных осям полых элементов 8, при этом к нижней части наружной поверхности полых элементов 8 прикреплены направляющие пластины 11, а все полые, в свою очередь, элементы соединены воздухопроводом 12 в единую раму. Располагается устройство над непрерывно движущейся лентой формирующего конвейера 14, на котором формируется древесностружечный ковер 13. Устройство работает следующим образом. Осмоленная стружка 2 из бункера 1 подается в ковш дозирующего механизма 3. После заполнения и небольшой выдержки ковш дозирующего механизма 3 раскрывается, и стружка высыпается на медленно движущийся донный конвейер распределительного механизма 4 и частично на разбрасывающие вальцы 5. С донного конвейера стружка подается на разбрасывающие вальцы 6. С разбрасывающих вальцов 5 и 6 стружка равномерным слоем рассыпается на ориентирующий узел 7. Стружка, которая сориентирована своей продольной осью параллельно продольным осям полых элементов 8, просыпается между ними и направляющими пластинами 11, которые предотвращают разворачивание стружки после прохождения полых элементов 8, укладывается в ковер 13 на непрерывную движущуюся ленту формирующего конвейера 14. Стружка, которая при падении сориентирована своей продольной осью под углом к продольным осям полых элементов 8, попадает на них и под действием противоположных воздушных струй, истекающих из воздушных отверстий 10 сопел 9, разворачивается до тех пор, пока не просыпится между полыми элементами (например, трубами) 8, и далее между направляющими пластинами 11 укладывается в ковер 13. Таким образом, использование ориентирующего узла, основанного на принципе пневматической ориентации стружек, позволяет сократить объем ломаной стружки и, как следствие, повысить качество готовых плит.
|
|
Преимущества перед известными аналогами Уменьшение объема ломаной стружки |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Улучшение качества изделий |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 10.07.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии