ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 52-023-00 |
|
Наименование проекта Блок автоматического управления процессом железнения |
|
Назначение Устройство служит для автоматизации управления технологическим процессом гальванического железнения асимметричным током. |
|
Рекомендуемая область применения Ремонтные предприятия по восстановлению деталей методом гальванического осаждения железа. |
|
Описание
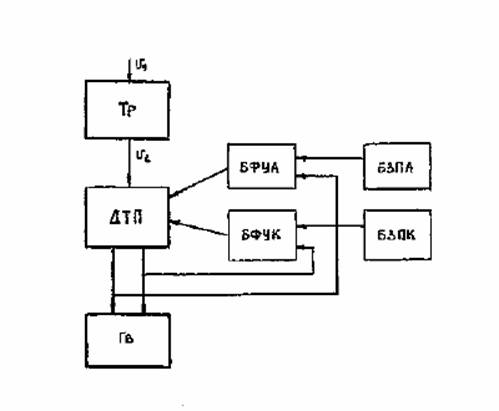
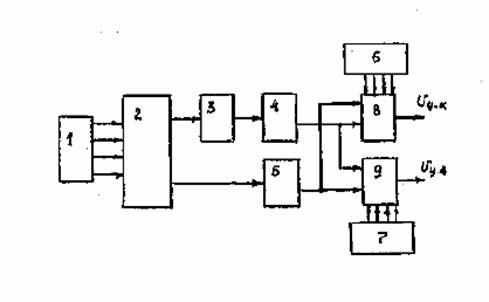
023-00 Результат выполнения научно-исследовательской работы. Область применения - ремонтные предприятия по восстановлению деталей методом гальванического осаждения железа. Для автоматизации технологического процесса железнения разработана структурная схема управления, представленная на рисунке 1. Она состоит из силового понижающего трансформатора Тр, диодно-тиристорного преобразователя ДТП для получения анодного и катодного токов между электродами гальванической ванны ГВ. Для независимого раздельного управления анодным и катодным током используются две аналогичные цепи, каждая из которых состоит из блока задания временной программы (соответственно для анодного тока БЗПА и катодного тока БЗПК) и блоков фазового управления силовыми тиристорами преобразователя соответственно для анодного тока БФУА и катодного тока БФУК. Для повышения точности отработки заданных значений анодного и катодного тока в схеме предусмотрены обратные связи по току. Конструктивно блоки фазового управления тиристорами прямого и обратного тока и блоки задания временных программ изменения катодного и анодного тока объединены в одно устройство - блок управления. Функциональная схема блока управления представлена на рисунке 2. Блок управления формирует напряжение управления тиристорами прямого и обратного тока (uу.к, uу.а) по трём программам. Временная программа четырёх этапов задаётся элементом 1 (рисунок 2). Элементы 6 и 7 являются задатчиками начальных токов каждого этапа, соответственно для катодного тока - элемент 6, анодного тока - элемент 7. Переключение этапов осуществляется элементом 2. Элемент 3 формирует длительность ступени этапа. Этапы 4 и 5 формируют длительность этапов, 4 - длительность первого, второго и третьего этапов, 5 - длительность четвёртого этапа. Формирование напряжений управления осуществляется элементами 8 и 9. На лицевой панели блока управления расположены амперметры оперативного контроля текущего значения прямого и обратного тока, световая индикация с помощью светодиодов включённого этапа, органы задания начального и конечного значения токов в этапе, а также включатель питания, переключатель ручного и автоматического режимов работы, кнопка пуска управления технологическим процессом и кнопка его прерывания. Техническая характеристика блока управления. Напряжение питания, В....................................................... 220 Потребляемая мощность, ВА не более .................................. 70 Пределы регулирования фазы катодного тока, град ........ 0..240 Пределы регулирования фазы анодного тока, град ......... 0..120 Число временных этапов в автоматическом режиме ................ 4 Пределы установки временных этапов: первого, с .......................................................... 10..590 второго, с .......................................................... 10..590 третьего, с ......................................................... 10..590 четвёртого, мин ................................................... 1..119 Число ступеней регулирования токов в этапах: первого .................................................................... 10 второго .................................................................... 10 третьего ................................................................... 10 четвёртого ................................................................. 1 Режим работы ............................................. продолжительный Габариты, мм ....................................................... 480х360х280 Масса, кг ............................................................................ 12
Применение автоматического управления технологическим процессом железнения при восстановлении деталей позволяет улучшить качество наносимого покрытия за счёт жёсткого исполнения заданного технологического режима, при этом снижается трудоёмкость и стоимость восстановления, улучшаются условия труда, увеличивается производительность.
|
|
Преимущества перед известными аналогами Аналоги не известны |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Улучшение качества наносимого покрытия, экономия электроэнергии в три раза. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 16.06.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии