ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 82-033-00 |
|
Наименование проекта Кондуктор для обработки деталей типа рычагов |
|
Назначение Сверление центрального и радиального отверстий в обрабатываемой детали на вертикально-сверлильном станке |
|
Рекомендуемая область применения Оборудование для сверлильного производства |
|
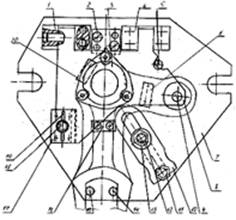
Описание Кондуктор (см. рис.) состоит из основания 7, на котором закреплены стойки 1 и 4 с откидной кондукторной плитой 8. Последняя с одной стороны опирается на опору 5, а с другой - на стойку 17, в которой имеется откидной болт 18 с гайкой 19, служащие для жесткой фиксации кондукторной плиты сверху в рабочем положении. В плиту запрессованы четыре направляющие втулки 9 и направляющая втулка 3. Для установки обрабатываемой детали на основании закреплены опоры 6, 16 и 20; призма 2, являющаяся передним упором для заготовки; упоры 14 и 15, предотвращающие проворот заготовки в горизонтальной плоскости. Для жесткой фиксации обрабатываемой детали предусмотрен отводной подпружиненный прихват 10, установленный на шпильку 13, ввинченную в основание. Прихват одним концом опирается на опору 11, которая, входя в несквозной паз прихвата, предохраняет последний от поворота. Сверху на шпильке расположена гайка 12. Порядок работы. Кондуктор размещают на столе станка и закрепляют по пазам в его основании. Обрабатываемую деталь устанавливают на опоры 6, 16 и 20, при этом упоры 14 и 15 должны находиться внутри паза этой заготовки. Последнюю подают до упора в призму. Откидную кондукторную плиту приводят в рабочее положение, жестко фиксируют ее болтами и гайкой 19 на стойке 17. После этого жестко крепят обрабатываемую деталь с помощью прихвата, затягивая гайку 12 на шпильке. Сначала сверлят центральное отверстие через направляющую втулку 3, а после замены сверла - четыре радиальные отверстия через направляющие втулки 9. Конструкция кондуктора отличается надежностью и удобством в работе, простотой в изготовлении и ремонте.
Кондуктор с откидной плитой для сверления центрального и радиальных отверстий |
|
Преимущества перед известными аналогами Аналоги не известны |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике устройства |
|
Технико-экономический эффект Увеличение производительности труда в 2 раза; повышение технологической точности обработки; осуществление точного взаимного расположения обрабатываемых отверстий без предварительной разметки |
|
Возможность передачи за рубеж За рубеж не передаётся |
|
Дата поступления материала 15.11.1999 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии