ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-033-00 |
|
Наименование проекта Способ изготовления трансформатора |
|
Назначение Изготовление трансформаторов и дросселей малой мощности |
|
Рекомендуемая область применения Электротехника |
|
Описание
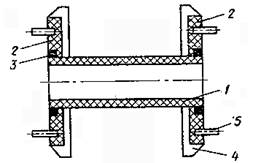
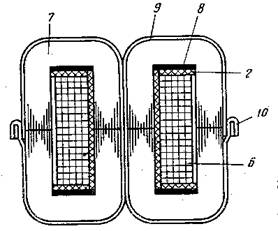
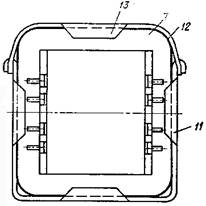
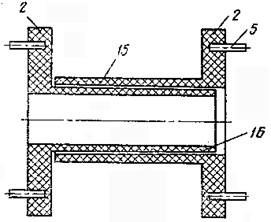
Результат выполнения технологической разработки. Трансформатор изготавливают следующим образом. На гильзу 1 (рис. 1) перед намоткой устанавливают щеки 2 и закрепляют их, например, при помощи клея-расплава 3. В щеках выполнены пазы 4 для укладки выводов проводника и контакты 5 для присоединения выводов. Собранную таким образом гильзу со щеками устанавливают на намоточный станок и ведут изготовление катушки путем намотки слоев проводника с прокладкой между ними пленочной изоляции из неотвержденного полимерного материала. При использовании подвижных самоустанавливающихся щек не требуется рассчитывать толщину технологических прокладок, а компенсация технологических допусков между сердечником и катушкой обеспечивается за счет перераспределения полимерного материала и смещения щек, при этом достигается высокая механическая прочность трансформатора. Пленочная изоляция для усиления крепления щек к обмотке может быть с бахромой. После намотки катушки ведут сборку трансформатора (рис. 2). Катушку 6 устанавливают на сердечник 7. При этом между щеками 2 и примыкающими к ним поверхностями сердечника 7 устанавливают технологические прокладки 8. Сердечник стягивают лентами 9, концы которых соединяют замками 10. Собранный таким образом трансформатор помещают в обойму 11 (рис. 3) с установкой между сердечником 7 и обоймами технологических прокладок 12 из неотвержденного полимерного материала. Трансформатор в обойме закрепляют скобой 13 и подвергают тепловой обработке, в процессе которой идет одновременное отверждение изоляции обмотки, технологических прокладок между щеками и примыкающими к ним поверхностями сердечника и технологических прокладок между сердечником и обоймой со скобой. После завершения операции тепловой обработки трансформатор представляет собой завершенную монолитную конструкцию, обладающую высокой механической прочностью в условиях ударных и вибрационных нагрузок. Изготовление катушки путем намотки проводника с прокладкой между слоями проводника изоляции из неотвержденного полимерного материала можно вести на каркас, выполненный в виде гильзы со щеками, имеющими возможность ограниченного перемещения вдоль гильзы при отверждении изоляции. На гильзу 1 устанавливают щеки 2, в которых выполнены подвижные элементы 14, обеспечивающие за счет деформации материала щеки компенсацию технологических допусков между катушкой и примыкающими к ней поверхностями сердечника собранного трансформатора. Также катушка может быть изготовлена путем намотки на каркас, показанный на рис. 4. Каркас выполнен составным в виде входящих одна в другую гильз 15 и 16, на которых установлены щеки 2. Взаимное перемещение гильз 15 и 16 при тепловой обработке обеспечивает компенсацию технологических допусков.
Рис. 1. Каркас, обеспечивающий изготовление трансформатора.
Рис. 2. Трансформатор
Рис. 3. Трансформатор, установленный в обойму
Рис. 4. Каркас, вариант исполнения |
|
Преимущества перед известными аналогами Аналоги не известны |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Снижение трудоемкости |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 17.04.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии