ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-025-00 |
|
Наименование проекта Устройство для центрирования и зажима деталей типа колец |
|
Назначение Для установки и закрепления деталей типа колец при их финишной обработке с целью повышения точности обработки |
|
Рекомендуемая область применения Зажимные приспособления в станкостроении |
|
Описание
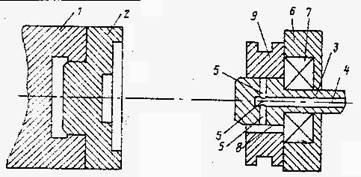
Результат выполнения конструкторской разработки. Предлагаемое устройство имеет следующую конструкцию (см. рис. 1 и 2): в шпинделе 1 закреплен дополнительный торцовый упор 2. В задней бабке станка соосно с шпинделем 1 и дополнительным торцовым упором 2 закреплена оправка 3, в которой выполнены глухой осевой канал 4 и ответвляющиеся от него радиальные сквозные каналы 5. На оправке 3 установлен основной торцовый упор 6, соединенный с оправкой 3 через подшипник 7 и расположенный за ее центрирующей цилиндрической поверхностью 8, к которой выведены радиальные каналы 5. Оправка 3 установлена с возможностью осевого перемещения совместно с основным торцовым упором 6, который имеет возможность вращения относительно оправки 3. Центрирующая цилиндрическая поверхность 8 предназначена для базирования кольца 9, внутренний диаметр которого больше диаметра центрирующей цилиндрической поверхности 8 оправки 3. Устройство самоцентрирующееся. Устройство работает следующим образом. В исходном состоянии на центрирующую цилиндрическую поверхность 8 оправки 3 надевают кольцо 9. Сообщают вращательное движение шпинделю 1, подают масло (возможна подача сжатого воздуха) в каналы 4 и 5 и постепенно подводят оправку 3 к вращающемуся совместно со шпинделем 1 дополнительному торцовому упору 2. Выходящее из радиальных каналов 5 масло поступает в кольцевой зазор между отверстием кольца 9 и центрирующей цилиндрической поверхностью 8 и осуществляет центрирование кольца 9. В конце хода оправки 3 в направлении к шпинделю 1 кольцо 9 зажимается между дополнительным 2 и основным 6 торцовыми упорами. При этом вращение от шпинделя 1 и дополнительного торцового упора 2 передается на кольцо 9 и основной торцовый упор 6. Так как центрирующая поверхность 8 оправки 3 остается неподвижной в процессе вращения кольца 9, а масло постоянно подводится под давлением в зазор между отверстием кольца 9 и центрирующей цилиндрической поверхностью 8, то в процессе обработки кольца 9 точность его центрирования сохраняется, что и обеспечивает высокую точность обработки кольца 9. После окончания обработки выключают вращение шпинделя 1 и подачу масла, а затем отводят оправку 3 в исходное положение и производят съем обработанного кольца и установку нового.
Рис. 1
Рис. 2 |
|
Преимущества перед известными аналогами Бболее простая и совершенная конструкция |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Снижение трудоемкости, улучшение качества изделий |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 04.04.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии