ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 24-038-99 |
|||
|
Наименование проекта Технологический блок для сверхпластической формовки |
|||
|
Назначение Изготовление методом формообразования в состоянии сверхпластичности из тонкостенных заготовок деталей сложной формы с художественным рельефом высотой до 200 мм, диаметром до 180 мм. |
|||
|
Рекомендуемая область применения Производство деталей товаров народного потребления. |
|||
|
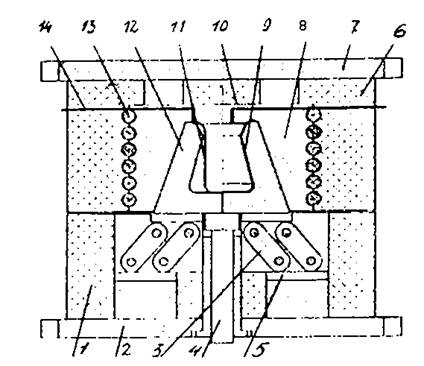
Описание Описание к ИЛ №24-038-99 Технологический блок состоит из двух частей - верхней и нижней. На нижней опорной плите 2 (см.рисунок) смонтированы составная матрица 12, механизмы размыкания 3 и выталкивания 4. На верхней плите 7 жестко закреплен стакан 8, имеющий цилиндрическую наружную и коническую внутреннюю поверхности. На наружной поверхности стакана нарезана винтовая полукруглая в сечении канавка для улучшения теплопередачи от ТЭНа 13. Контроль температуры матрицы осуществляется термопарой 14. В качестве теплоизоляции применяется асбестовая крошка или минеральная вата в металлических кожухах 6 и 1, прикрепленных к верхней и нижней плитам. Технологический блок устанавливают на гидравлический пресс с размерами стола не менее 780х780 мм и расстоянием между столом пресса и подвижной плитой в крайнем верхнем положении не менее 900 мм. В исходном положении верхнюю часть блока поднимают вместе с подвижной плитой пресса вверх. В матрицу, предварительно разогретую до температуры состояния сверхпластичности материала заготовки (примерно 0,7 - 0,8 от температуры плавления деформируемого материала), закладывают тонкостенную заготовку, имеющую форму, приближенную к форме готовой детали. После опускания верхней части блока стакан защемляет фланец заготовки 11 между стаканом и матрицей. Во внутреннюю полость заготовки через трубопровод 10 подают сжатый газ или воздух под давлением. Для формообразования контуров детали достаточно 1,5-2 МПа, а для заполнения материалом заготовки художественного рельефа, нанесенного на рабочие поверхности матрицы необходимо давление до 20 МПа. После окончания формовки подача газа прекращается и верхнюю часть блока поднимают. Толкатель механизма выталкивания перемещается вверх и поднимает матрицу, которая в зависимости от сложности формы и художественного рельефа может состоять из двух, трех или нескольких частей, каждая из которых крепится на двух рычагах. Один конец каждого рычага на шарнире закреплен на неподвижной плите 5, а другой конец - на шарнирах к части матрицы. Благодаря паре рычагов, каждая часть матрицы при воздействии на нее толкателя, перемещаясь вверх, смещается перпендикулярно общей оси матрицы, освобождая одновременно из всех частей матрицы, отформованную деталь 9, которую затем извлекают из технологического блока. При опускании толкателя вниз части матрицы вновь смыкаются и в них загружают следующую заготовку.
|
|||
|
Преимущества перед известными аналогами Механизированный разъем матрицы; за одну операцию производится оформление контуров детали и нанесение на ее поверхности сложного художественного рельефа. |
|||
|
Стадия освоения Способ (метод) проверен в лабораторных условиях |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Улучшение качества изделий, повышение производительности труда. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 14.12.1999 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2024 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии